
Как паять полипропиленовые трубы
Полиэтиленовые и полипропиленовые трубы постепенно вытесняют с рынка строительных материалов трубы из металла. Вызвано это полезными свойствами и качествами продукта:
- большим сроком службы (полипропиленовые трубы служат до 50 лет),
- низкой теплопроводностью и электропроводностью,
- высокими звукоизоляционными свойствами,
- устойчивостью к большому перепаду температур.
Не последнюю роль в популярности труб из полипропилена играют их высокая прочность, надежность и простота монтажа этого вида труб.
Первоначально эта продукция вообще не подвергалась пайке. Для соединения трубопроводов из полипропилена использовалась технология склеивания труб специальными клеями. Полипропиленовые трубы небольших диаметров внутри помещений в некоторых странах до сих пор соединяют при помощи специализированных клеев.
Но технология пайки полипропиленовых труб оказалась проще и надежнее. В данной статье рассмотрим, как паять полипропиленовые трубы своими руками.
Необходимые инструменты
- Маркер.
- Рулетка.
- Строительный уровень.
- Ножницы для резки полипропиленовых труб.
- Специальный паяльник для труб из полимерных материалов.
Большинство из этих инструментов известны каждому из тех, кто в той или иной мере связан со строительной индустрией. Вопросы могут возникнуть только по ножницам для резки полипропиленовых труб и паяльнику для сварки труб этого вида. Обычно они входят в единый комплект инструмента.
Ножницы для резки
Этот инструмент еще называется роликовым труборезом. Выпускается он чаще всего в двух модификациях:
- для труб с наружным диаметром 16 мм- 40 мм,
- для труб с наружным диаметром 16 мм- 110 мм.
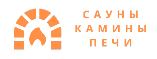
Паяльник для пайки
Этот инструмент еще называют ручным сварочным аппаратом. Аппарат для соединения пластиковых труб – это нагревательный прибор, с подошвой, которая оборудована нагревательными элементами. Подошва обычно оснащена отверстиями с различными диаметрами, в которых закрепляют специальные насадки для пайки. Аппарат оборудован терморегулятором и индикаторами нагрева. Он имеет удобную рукоятку и специальную подставку для установки прибора на ровной поверхности. Включается и выключается он при помощи специальных дополнительных выключателей.
Паяльник для полипропиленовых труб выпускают:
- для полипропиленовых труб диаметром 16 — 50 мм с мощностью до 650 Вт,
- для труб диаметром 63 — 110 мм с мощностью до 1600 Вт.
В комплект аппарата входят так же соответствующие насадки и подставка.
Насадки парные и бывают различных диаметров. Они покрыты антипригарным покрытием, схожим с тем, что используются в покрытиях современных сковородок. Потому они нуждаются в особом уходе и специальной очистке.
Прежде чем то-то сделать, нужно внимательно изучить технологический процесс, прочитать все необходимые инструкции, научиться пользоваться инструментом.
В случае пайки труб, нужно помнить, что этот процесс – часть общего процесса пайки трубопровода. Потому работу начинают с разметки.
Разметка – самый сложный этап работы. Хорошо, если ее сделает специалист, который знаком с чертежами трубопровода, представляет его в целом.
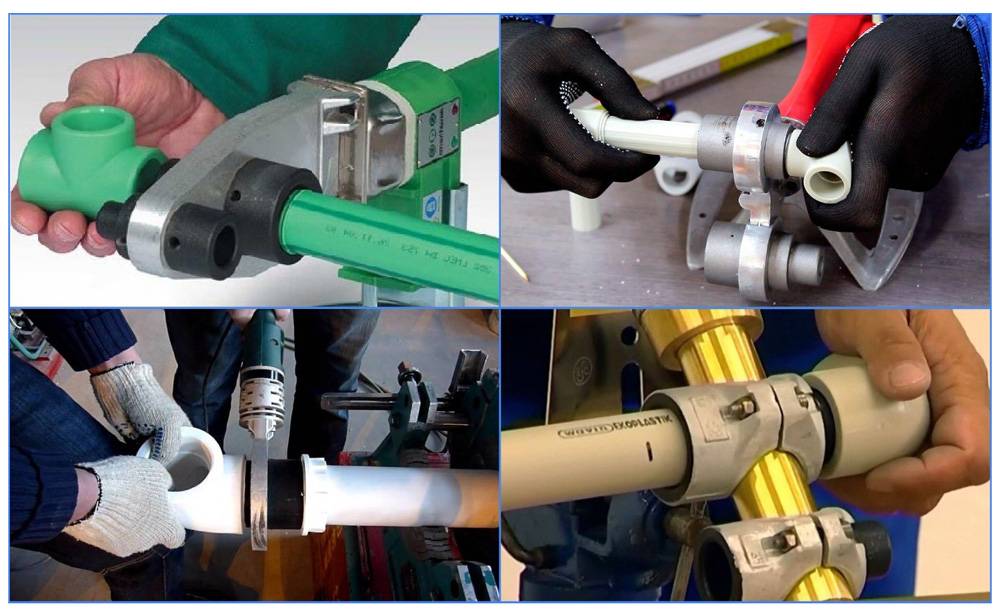
Трубы отрезают следующим образом. Отмеряют расстояние между фитингами, добавляют к этому расстоянию 30 мм. Затем аккуратно, под углом 90 градусов отрезают трубу при помощи специальных ножниц.
Далее надеваем фитинги на трубу, помечая глубину маркером на полипропиленовой трубе. Эта отметка будет поперечной. Продольная метка позволяет состыковать элементы трубопровода по осям.
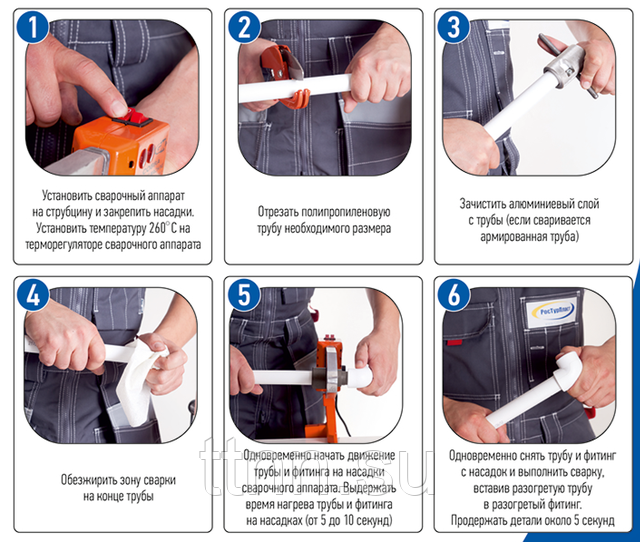
- Прибор, естественно необходимо включить.
- В отверстие аппарата необходимо вставить насадку необходимого диаметра.
- При помощи терморегулятора нужно установить необходимую температуру пайки.
- Для полипропиленовых труб необходимо установить температуру — 260° С,
- Для полиэтиленовых труб необходимо установить температуру — 220° С,.
Холодная пайка
Этот способ используют не очень часто. Для него используют агрессивный клей. Как и два предыдущих способа, это также требует подготовки к соединению:
- Вырезать заготовки по нужной длине;
- Обработать их обезжиривающими средствами;
- Нанесение пометок маркером.
Клей накладывают на все детали для соединения. В необходимом размещении их держат 15 секунд. Такую трубомагистраль можно использовать уже через час. До этого времени все скрепляемые части должны находиться неподвижно.
Уровень плотности такого соединения сравнивают со сваркой. Но, его используют только для укладки сети холодного водоснабжения.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
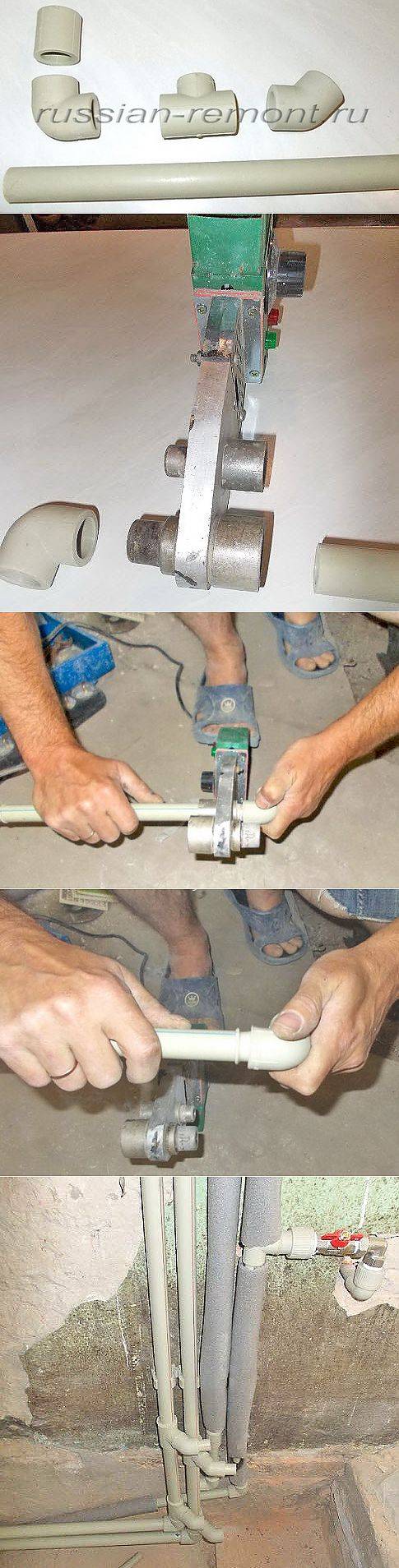
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:







Инструменты, которые понадобятся
Для пайки полипропиленовых труб применяется специальное оборудование пайки. Можно приобрести это устройство в любом магазине стройматериалов, цена от 100 долларов. Самые простейшие аппараты имеют мощность нагревательной части примерно 800 Вт, этого хватает для монтажа коммуникаций в квартире либо установки в доме. Профессиональные паяющие устройства имеют регуляторы режима температуры с показателем до 1-5 градуса. На показатели пайки мощность никак не влияет, она определяет только время нагрева элемента до нужной температуры.
Обычный паяльник для полипропиленовых труб имеет в наличии насадки сечением 20, 25 и 32 миллиметра. Этот диаметр подойдет для обычных соединений, муфт. Насадки считаются элементом нагревательного элемента, и оборудованы гильзой, оплавляющей наружную часть трубы, и дорн для поверхностей соединяемых изделий внутри. Отлично, когда насадки имеют тефлоновое покрытие, оно сохраняет их от воздействия расплавленной пластмассы, облегчает выбор плавленой арматуры, повышает характеристики сварки. Паяльник – это главный инструмент, который нужен для укладки полипропиленовых изделий, но помимо него еще будут нужны:
- Карандаш – для разметки стен и изделий установки.
- Рулетка – для замеров нужных диаметров изделий.
- Торцеватель для армированных изнутри труб.
- Острый нож – для спиливания фаски с трубы во время пайки.
- Ножовка по металлу – с условием отсутствия особого ножа для пропиленовых труб.
- Шеймер армированных внешне моделей.
- Обычный уровень.
Большое внимание необходимо уделить резке во время прокладки. Наилучшим инструментом для этого будут специальные стальные ножницы хорошего качества
С их помощью трубы отрезаются ровно, под прямым углом. Это сэкономит время во время установки и сделает процедуру гораздо проще. Зачастую изготовители вводят эти ножницы в комплектацию аппарата для пайки труб, поэтому при выборе паяльника желательно присмотреться к содержимому устройства.
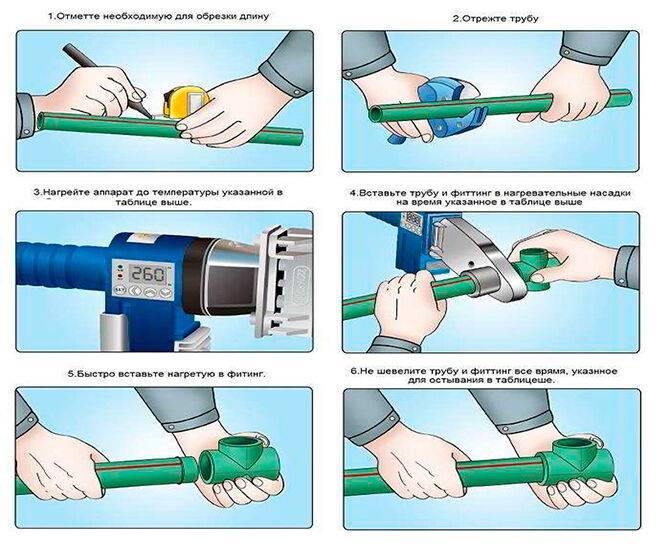
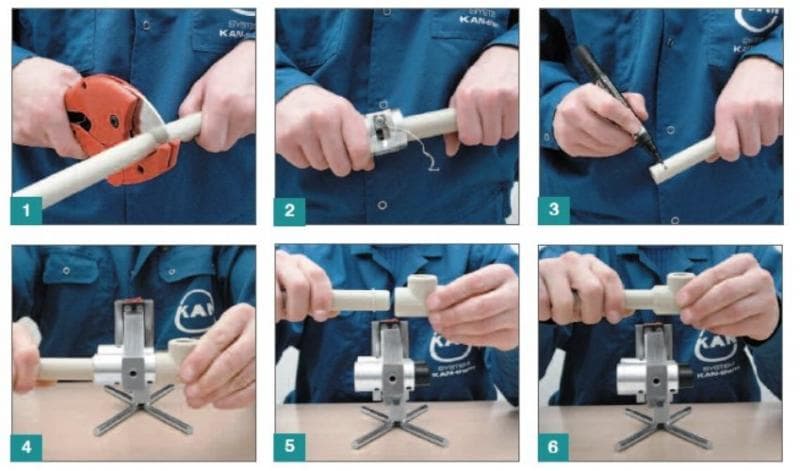
Правила работы с паяльником:
- Паяльник ставят на ровную поверхность. Особыми ключами крепят насадки необходимых размеров. Насадка, необходимая для пайки на стене, крепится с края.
- Отдельные элементы трубопровода складываются на установленном четко паяльнике. Во время сборки цепей, на стене монтаж удобно делать с помощником.
- Работы происходят лишь после полного нагрева паяльника. Для прогрева до 270 градусов ему нужно до 20 минут. Более конкретно данная цифра описана в инструкции к устройству.
- Паяльник не выключают из сети в течение всего процесса установки.
- Два соединяемых элемента нагревают одновременно.
- Остатки пластмассы с насадки убирают тут же по завершении пайки при помощи брезентовой ветоши. Убирать остывшие насадки нельзя.
Инструкция пайки
- Включается паяльное устройство на обогрев. Обычные механизмы имеют в наличие 2 индикатора – включения и терморегулятора устройства. Индикаторы не тухнут во время нагрева паяльника, спустя 20 минут потухает индикатор терморегулятора. Это говорит про то, что паяльник прогрелся и готов к эксплуатации.
- Паяльник использует больше энергии при первом включении, насадка зачастую оказывается прогретой сверх нужной температуры. Поэтому лучше всего дождаться второго включения и выключения индикатора регулятора температуры, а после начинать работу.
- Вымеряется кусок трубы нужного размера. Размер берется с запасом, с учетом глубины фитинга и насадки.
- Отмеренный участок изделия, отрезается ножовкой по металлу либо специальными ножницами.
- Выбирается необходимый по размеру фитинг – его внутренний размер в не остывшем виде обязан быть шире наружного сечения трубы.
- Вытирается от пыли раструб фитинга и наружная часть трубы, обезжиривается спиртом или мыльным раствором и просушивается.
- Элементы укладываются на насадки паяльного устройства. Труба устанавливается вовнутрь гильзы насадки, а фитинг надевается на дорн.
- Элементы на паяльнике удерживаются в течение необходимого времени.
- Элементы убираются с паяльника и объединяются между собой без поворотов по оси. Это происходит с небольшим нажимом. Труба устанавливается в фитинг на максимальную его глубину. Крепеж является прочным после полного застывания пластмассы.
- Если на краях раструба появился сплошной наплыв в форме валика на полной окружности, то этот обозначает, что соединение сделано правильно.
- При выдерживании периода охлаждения не нужно делать поворот трубы либо ее изгиб. Если крепеж имеет угол либо смещен, то его необходимо отрезать и сделать заново.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Способы соединения полимерных труб
Существует несколько методов осуществления такой операции, как пайка пластиковых труб. Остановимся на каждом подробнее.
Стыковая пайка
Это соединение изделия одинакового внутреннего и наружного диаметра. Последовательность следующая:
- Подгонка торцов для плотного их прилегания, для этого применяют торцеватель зачистки кромок.
- К торцу прижимают плоский нагреватель. Выдерживают определенное время для расплавления.
- Снимают нагреватель и прижимают торцы друг к другу, выдерживают до остывания. Происходит процесс полимеризации и образования шва.
Чтобы получить качественное соединение, для стыковой сварки используют специальные аппараты станочного типа. Такие приспособления выбирают для работы профессионалы. На бытовом уровне для полипропиленовых соединений этот метод практически не применяется.
Муфтовая пайка
Муфтовая пайка полипропиленовых труб наиболее часто применяется для прокладки их в квартире или жилом доме. Здесь используются две детали – муфта и труба. Внутренний диаметр муфты должен соответствовать наружному диаметру трубы. Муфтой может быть отрезок трубы, тройник, отвод, кран или другой фитинг.
Пайка осуществляется с помощью приспособления, на одной стороне которого расположена муфта, на другой – дорн. В муфту аппарата вставляется труба, на дорн одевается муфта, с помощью которой выполняется соединение. Производится одновременный нагрев торцов
Важно не превысить время нагревания, чтобы не расплавилась вся стенка
После нагрева обе заготовки одновременно снимают с нагревателя, трубу вставляют в муфту на отмеченную глубину. Дальнейшее охлаждение приводит к процессу полимеризации соприкасающихся поверхностей и их спайке.
Пайка с помощью электрофитинга
Пайка труб из полипропилена с применением электрофитинга выполняется с помощью муфтового аппарата, оснащенного электрическим кабелем. Муфта-фитинг надевается на трубу и подключается к нагревателю. Она нагревается до температуры 260 С, расплавляется и происходит их спайка. Далее аппарат выключают и отсоединяют от фитинга. После остывания соединения, образуется прочный контакт.
Другие способы пайки
Один их способов соединения полипропиленовых трубопроводов, это, так называемая, холодная сварка. Выполняется с помощью органического клея-растворителя. Его нанесение на поверхность пластика вызывает размягчение пластика. Обработанные участки необходимо сразу же соединить, так как клей быстро испаряется. Этот метод используют для соединения деталей из ПВХ, которые малопластичны при нагревании.
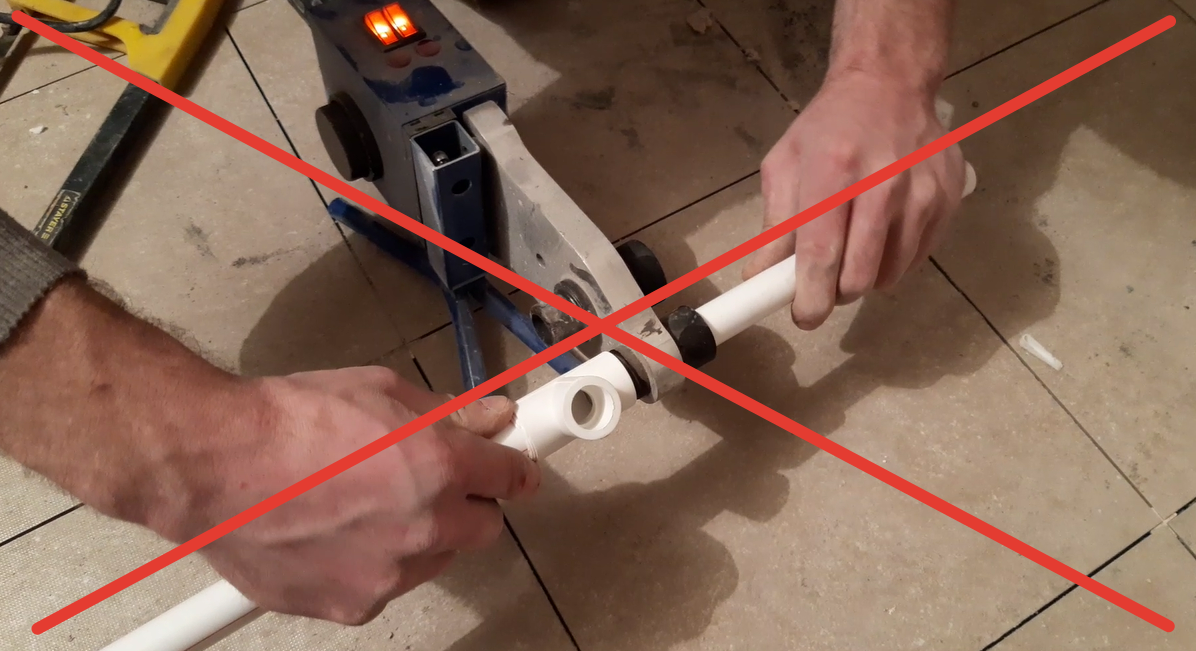
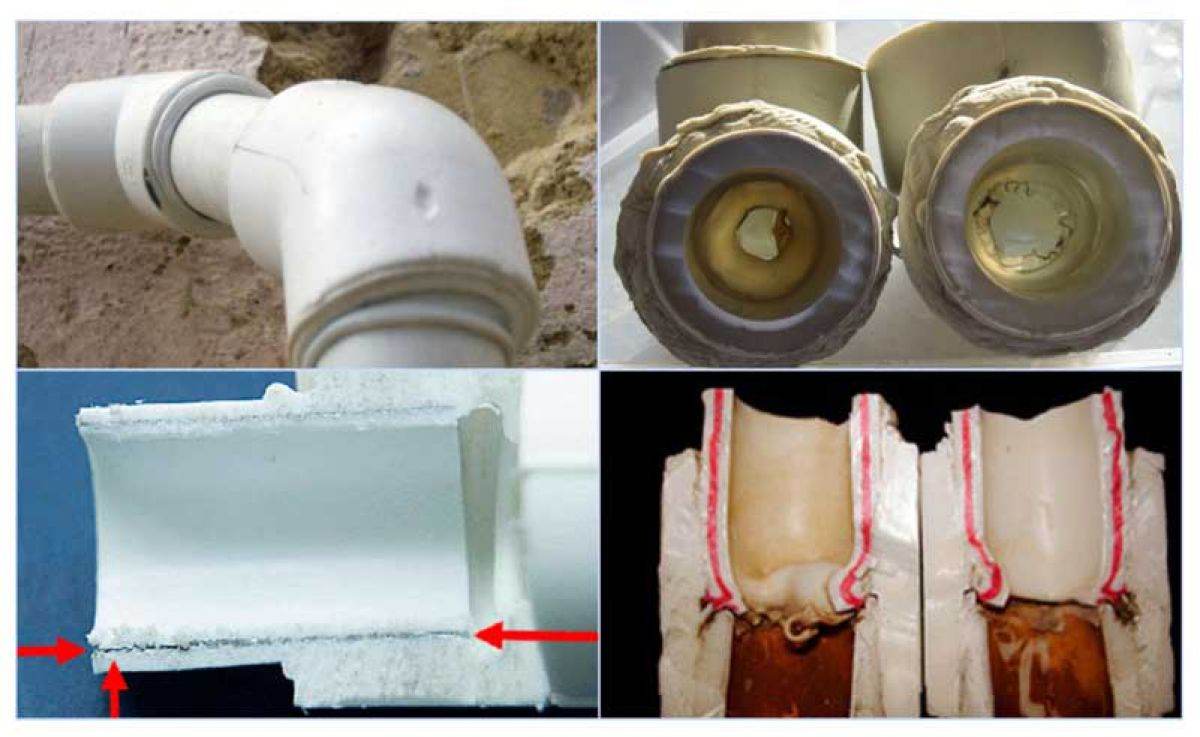
Какие ошибки мастера совершают чаще всего?
Спешка и отсутствие опыта ведут к тому, что неправильно выполняется даже такой процесс, как пайка полипропиленовых изделий. Опишем самые распространённые проблемы и их особенности.
Чаще всего дефекты на изделиях появляются из-за того, что неправильно размещены соединительные элементы во время пайки. Например, появляются зазоры, когда конструкция не вводится в фитинг до самого конца. Из-за чего уменьшается рабочее давление, толщина стенок. Особенно актуальна проблема для тех, кто сразу после нагрева вводит трубу своими руками в фитинг, не прилагая достаточных усилий.
При этом во время проведения пайки не допускаются и чрезмерные усилия. Иначе появляется другая проблема. Из зазора, по краям которого находятся торец и внутренний упор конструкции, начинают выдавливаться излишки расплавленного материала.
Такие излишки ещё называют «гратом». После чего снижается проходимость рабочего вещества по системе. Соединительный элемент начинает испытывать более серьёзную нагрузку.
- Некоторые не всегда правильно выставляют температуру. Нужная температура составляет – 260 градусов. Отклонения которое допускается – минус\плюс десять градусов. Это значение оптимально для любой разновидности изделий, вне зависимости от диаметра. Главное – чтобы паяльник не перегрелся. Тогда в материале можно будет поддержать необходимый уровень давления. При этом поверхность не должна остыть слишком сильно до того, как все элементы соединятся друг с другом.
- Ещё одна распространённая проблема – неправильно подобранное оборудование. Паяльники нужно выбирать по мощности в зависимости от того, трубу какого диаметра придётся обрабатывать. Например, мощность в 500 Ватт – лучший вариант для 50-миллиметровой конструкции. 1000 Ватт нужно, если обработке подвергается 100-миллиметроый трубопровод.
Видео 6. Ошибки подбора соединительных фитингов для пайки + таблица времени сварки
Как НЕ надо паять полипропиленовые трубы!
Watch this video on YouTube
Советы по выбору аппарата для сварки
Перед покупкой подходящего оборудования рекомендуется обратить внимание на следующие несколько характеристик:
- Изготовитель. От чего зависит стоимость аппарата, качество изготовления.
- Материал, из которого сделано устройство, качество сборки. Без учёта этого фактора паять нельзя.
- Комплектация, дополнительные насадки.
- Мощность. Зависит от того, детали с каким диаметром подвергаются пайке.
Паяльник для труб ПВХ– это инструмент с максимально простым принципом работы. Нагревательный элемент находится в самой середине. Он и отвечает за создание оптимальной температуры во время пайки.
Видео 7. Обзор паяльника для сварки ПВХ
Обзор сварочного аппарата для пластиковых труб Patriot PW 205
Watch this video on YouTube
Процедуру лучше выполнять не одному, а вместе с помощником. Кто то должен управлять инструментом, а другой готовит и ставит на место детали.








О мощности
Оборудование с мощностью от 1,5 до 2 Ватт встречается на рынке чаще всего. Этого может оказаться даже много для тех, кто пользуется инструментом в домашних условиях.
Хватает и 680 Ватт, чтобы решить данную задачу. По крайней мере, для работы с изделиями диаметром 16-63 миллиметра. 850 Ватт – оптимальное решение для ∅ 63-75 мм. Наконец, от 1200 Ватт понадобится для изделий ∅ на 125 миллиметров, так паять будет легче.
Как быть с насадками?
Лучше приобретать большие комплекты. Оптимальный выбор – инструменты с насадками практически для каждого диаметра, по паре штук. Их многие паяльники позволяют одновременно установить две и больше. Но это профессиональные агрегаты, потому они стоят недёшево.
Дополнительные рекомендации
Для 5-сантиметровых и больших диаметров оптимальное решение – применение стыкового соединения. Но этот совет носит характер рекомендации, а не обязательной аксиомы.
К поверхности, чья температура доведена до определённого показателя, подводим раструб, которым снабжён фитинг. После этого переходят к работе с самой трубой
Время выдержки важно соблюдать точно. Видео добавят наглядности рассказу
Главное достоинство данной технологии – в том, что на прямых участках не нужно ставить фитинги. Главное – чтобы срезы у конструкций были максимально ровными. В этом помогут специальные инструменты.
К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
У некоторых паяльников есть специальные звуковые сигналы, извещающие о начале или о конце какого-либо этапа. Благодаря этому пайка ПВХ труб становится более эффективной.
Основополагающие условия для качественного монтажа
Есть обязательные правила для качественного монтажа труб из полипропилена. Тонкости, которые необходимо знать, начинаются уже на этапе планирования работ, приобретения материала и фитингов, подготовки инструмента.
Как влияют погодные условия
Планировать монтаж полипропиленовых трубопроводов, которые нуждаются в сварке, следует при температуре воздуха не ниже +10°C. Исключение составляют канализационные трубы, которые соединяют в раструб без сваривания.
Тонкость в том, что слишком низкая температура воздуха ускоряет остывание соединяемых деталей, а это время составляет всего 30 секунд (из них 4 секунды дается на небольшую коррекцию направляющей соединения). Низкая температура воздуха не оставляет времени на коррекцию, что может служить причиной некачественного соединения.
Обратите внимание! Монтаж труб из полипропилена при отрицательных значениях температуры окружающей среды не проводят!

Влияние погодных условий:
- прямые солнечные лучи ускоряют нагрев полипропиленовых деталей, поскольку стартовая температура выше расчетной;
- ветер ускоряет остывание, уменьшает время коррекции (рекомендуется установить щит);
- дождь требует обязательной защиты места проведения работ, поскольку сваривать мокрые детали запрещено.
Обратите внимание! Очень важно соблюдать требуемые условия проведения работ. Нарушение технологии сварки полипропилена приводит к получению негерметичного соединения
Исправить ошибку можно только заменой узла
Исправить ошибку можно только заменой узла.
Выбор комплектующих
Существует несколько правил, которые помогут избежать ошибок в монтаже трубопроводов из полипропилена:
- Выбор труб и фитингов проводят в зависимости от назначения коммуникаций.
- Покупать лучше материал от одного производителя – в этом случае трубы идеально подойдут к фитингам. Ориентироваться следует на маркировку. Цвет товара на качество и технические характеристики изделий не влияет, а является, скорее, «визитной карточкой» производителя. Например, серые трубы производства Чехии, белые – турецкие или Валтек. Исключение составляют черные изделия – они устойчивы к ультрафиолетовому излучению.
- Если планируется прятать трубопровод в пол или стены, то выбирать лучше материал зеленого цвета – он производства Германии и по праву считается самым качественным.
- Закупать материал следует согласно подробному плану-схеме будущего трубопровода.
Обратите внимание! Закупать фитинги можно точно по плану. Трубы следует приобретать с некоторым запасом, достаточно 1-1,5 метра
Что означает маркировка полипропиленовых материалов

Производители предлагают несколько диаметров труб, которые отличаются толщиной стенки и эксплуатационными характеристиками. Выбирать материал для монтажа следует по критериям:
- Монтаж холодного водоснабжения PN10, PN16 (используется нечасто).
- Монтаж горячего водоснабжения PN20 или PN25 (25 дороже, что не всегда оправдано в частном доме, если только хозяева не будут пользоваться кипятком).
- Монтаж водяного отопления PN25.
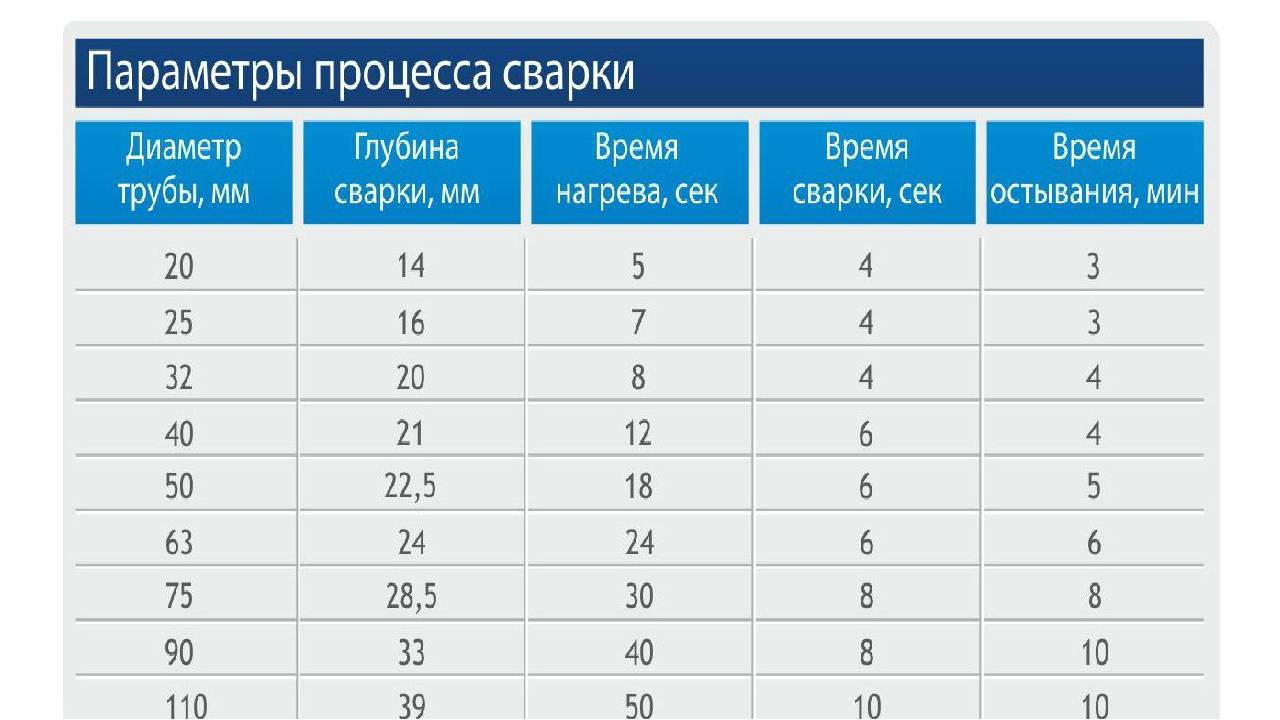
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.




После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Дополнительные элементы для монтажа
Перед тем, как начать монтаж полипропиленовых труб, инструкция показывает, что потребуются некоторые дополнительные элементы:
полипропиленовые трубы — практически любое решение
- повороты – детали, необходимые для изменения направления трубопровода. Могут иметь различные углы сгиба;
- резьбовая муфта – может иметь наружную или внутреннюю резьбу. С помощью этого элемента можно произвести соединение полипропиленовых труб с насосом, счетчиком или другим сантехническим приспособлением;
- колено – согнутая под определенным углом деталь, оснащенная резьбой. Применяется для объединения пластиковых и металлических труб в единую систему, для установки кранов, а также монтажа трубопровода на горизонтальную поверхность. Этот элемент может иметь «ушки» для крепления к стене;
- соединительная муфта – с ее помощью можно починить полипропиленовые трубы для водопровода или соединить детали на прямом участке системы. Также с помощью этой детали производится врезка в полипропиленовую трубу тройника или другой дополнительной детали;
- обводки – аккуратно загнутый отрезок трубы, который можно использовать в местах пересечения;
- клипсы – необходимы для присоединения трубопроводной системы к вертикальной поверхности;
- мерилон – утеплительный материал, необходимый при проведении скрытого водопровода. Он помогает избавляться от конденсата, что увеличивает срок службы полипропиленовых труб.
Преимущества и недостатки ПП
Преимущества ПП труб при монтаже внутреннего отопления и водоснабжения очевидны и подтверждаются их безраздельным доминированием в этой сфере.
Свойствами, которые делают эту продукцию приоритетной для сборки внутридомовых коммуникаций, являются:
- бесшумность;
- прочность при ударах;
- легкость;
- устойчивость к коррозии;
- долговечность;
- герметичность соединений;
- дешевизна;
- невосприимчивость внутренних стенок к налетам.
Но полипропиленовые трубы обладают и негативными сторонами, которые доставляют неудобства при монтаже:
- отсутствие гибкости;
- сильное относительное удлинение при нагреве;
- необходимость наличия специнструмента при соединении отдельных изделий.
Достоинства полипропиленовых труб
Из большого количества преимуществ элементов из полипропилена можно выделить следующее:
- Отсутствие реакции с теплоносителем и окислений внутри трубы.
- Безаварийная эксплуатация в течение долгого времени при условии правильного монтажа системы.
- Легкий ремонт и усовершенствование.
- Возможность монтажа отопления из полипропиленовых труб даже начинающими мастерами.
- Низкая цена материала по сравнению с металлическими изделиями.
- Сборка системы без использования сложного оборудования.
Заниматься прокладкой труб из полипропилена можно, не имея профессиональных знаний в этой области.
Процесс спаивания ПП-труб
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения – их удаляют на горячем паяльнике не синтечической тканью или
бумагой. Удалять грязь металлическими предметами не рекомендуется – испортится антипригарное покрытие.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше
всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью – спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться
за стерильностью – нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно
вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку – напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
Так как труба тяжело входит в насадку и новичку сложно понять, зашла ли труба до конца, то по первости рекомендуется отмечать на трубах риски, до которых нужно
загонять трубу в паяльник. Точная глубина немного разнится у разных производителей, поэтому лучше ее померить в раструбе фитинга заранее.
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с “тугими” насадками и стандартным временем прогревания происходит
излишнее оплавление.
Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно – после снятия с насадки
паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы
в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно
пометить чёрточкой – тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть
картину в целом. Безусловно, в процессе соединения есть время на корректировку – не более секунды, когда можно выровнять небольшие огрехи спайки.
У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного
оплавленные края.
Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева –
такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.





