
Соединение пластиковых труб для отопления между собой
Весь процесс проходит следующим образом:
- Нагревательная часть простого и удобного в обращении паяльника оснащается насадкой соответствующего диаметра.
- Далее инструмент разогревается до температуры 260 – 280°C, а затем в пустую часть насадки на несколько секунд нужно погрузить трубу. В этот же момент фитинг, который состоит из муфты, тройника, уголка и пр., нужно закрепить на второй стороне насадки.
- После того, как поверхности должным образом оплавились, их необходимо соединить, причем делать это нужно, не проворачивая трубу, иначе на пластике появятся волны, что негативно скажется на качестве стыка.
Характеристики пластиковых труб для отопления на видео:
Преимущества полипропиленовых систем
- Срок службы полипропиленовых трубопроводов для отопления – 25-50 лет;
- Внутренние стенки полипропиленовых трубопроводов не подвергаются коррозии;
- Полипропилен имеет высокую химическую стойкость даже при высокой температуре эксплуатации;
- Проходя по полипропиленовым трубам, вода шумит намного меньше;
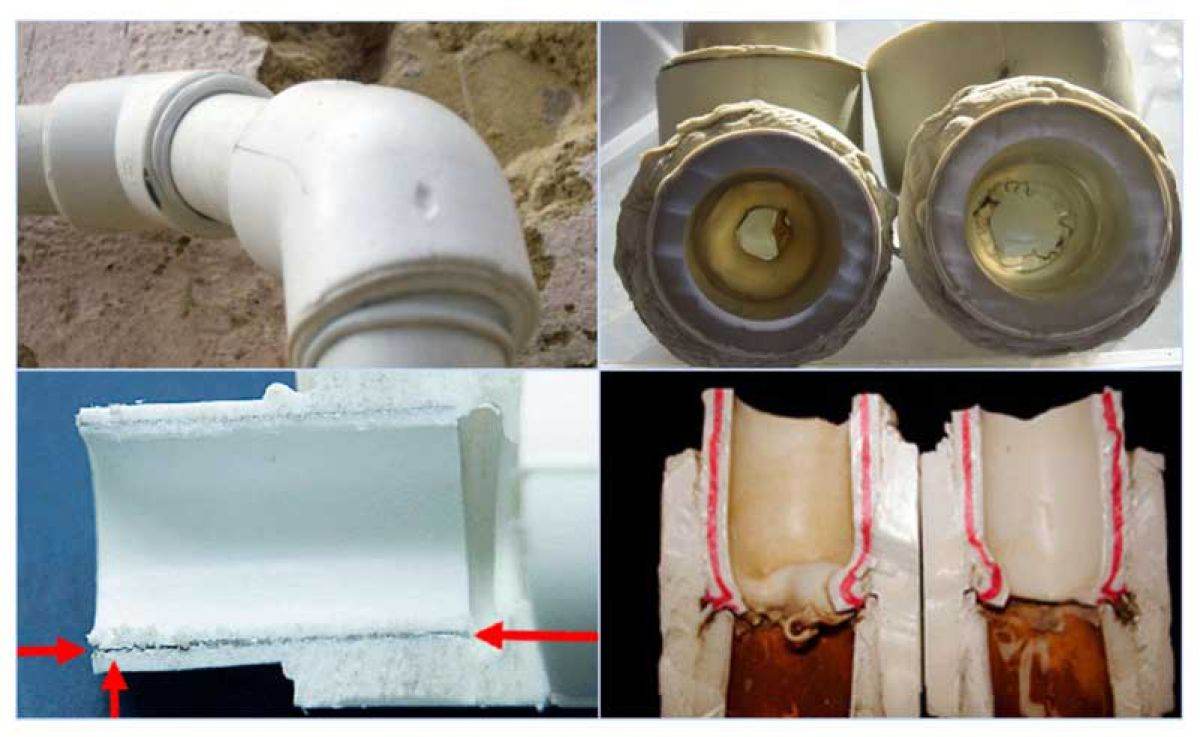
- При соединении отдельных элементов трубопроводов из полипропилена образуется монолитное соединение;
Фрагмент полипропиленового трубопровода в разрезе – монолитное соединение элементов
- «Пайка» труб производится с помощью простого приспособления – «сварочного аппарата» или «паяльника»;
Пайка полипропиленовых элементов с помощью «сварочного аппарата»
- Стенки полипропиленовых труб не пропускают кислород, что защищает от окисления и коррозии металлические детали;
- Цена на изделия из полипропилена – очень демократична;
- Трубы из полипропилена достаточно прочные;
- Полипропилен – материал инертный и поэтому – безвредный и экологичный.
Секреты пайки ПВХ и меры безопасности
Работы по спайке следует выполнять в комнате с плюсовой температурой. Необходимо учесть, что чем холоднее, тем дольше будут прогреваться элементы. При этом существует ряд и других правил, которые следует соблюдать.
Особенности спайки труб ПВХ:
- Мощность утюга должна быть 1200 Вт.
- Ручной прибор используется для труб с диаметром до 32 мм. Для больших размеров применяется профессиональное оборудование.
- Перед началом работы прибор необходимо прогревать 5-10 минут. Это необходимо, чтобы устройство с насадками достигли нужных параметров.
- После спайки запрещается прокручивать соединение. Иначе это может нарушить целостность шва. Можно только выпрямить перекосы, чтобы соединение не протекало.
- Не нужно применять много силы для сжимания деталей. Иначе просвет заполнится горячим пластиком и нарушит проходимость.
- Запрещаются зазоры между стыком трубы и внутренней частью фитинга. Иначе под давлением будут наблюдаться протечки.
- До эксплуатации спаянное место должно полностью остыть.
- После завершения работы утюг очищают от пластика. Так на приборе не возникнет нагар, а элементы для спайки не будут подвергаться порче.
Для очистки следует использовать плоскую деревянную палочку. Так тефлон не повредится. Металлические предметы могут поцарапать поверхность и привести в негодность насадку, ведь пластик начнет прилипать к покрытию.
Аппарат для пайки следует ставить таким образом, чтобы он устойчиво стоял
При работе с электроинструментами важно соблюдать технику безопасности. Иначе можно получить ожог или травму. Работать нужно в защитных перчатках
Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки
Работать нужно в защитных перчатках. Помещение должно быть чистое, без запыленности. Иначе частицы будут оседать на пластике и нарушать качество спайки.
Паяльник размещают горизонтально поверхности. При работе запрещается отключать оборудование. Работу начинают, когда утюг полностью разогрелся. В современных моделях об этом свидетельствует индикатор. Для вариантов старого образца выжидают 20 минут.
Спайка полиэтиленовых труб не имеет сложной технологии. Сварка может иметь особенности, если паять армированные изделия
При этом важно соблюдать меры предосторожности. Спаять трубы правильно помогут основные секреты и правила. Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию
Также следует с точностью соблюдать инструкцию.
Виды труб соединяемых пайкой
В качестве труб, используемых для монтажа системы отопления, помимо различных видов пластика, используют стальные конструкции. Но стальные трубы нужно варить, они легко поддаются коррозии, нуждаются в постоянном уходе.
Это не значит, что стальные трубы ушли в прошлое: еще как минимум 10 лет этот материал будет использоваться повсеместно, хотя бы для ремонта уже существующих систем.
Прежде чем говорить о каждом из видов пластиковых труб, нужно отметить несколько особенностей пластика в общем:
- Пластик легко поддается механическим воздействиям. Нужно учитывать это свойство при выборе места прокладки труб.
- Многие производители утверждают, что их продукция может прослужить 40-50 лет. Это утверждение спорно, поскольку на практике не проверялось. Не существует методики, способной имитировать несколько десятилетий старения. Это просто рекламный ход. Тем не менее, утверждение о долговечности пластиковых труб более чем правдиво. Стопроцентно рассчитывать можно на срок службы в 20 лет. Что будет дальше пока неизвестно.
- При выборе вида пластиковых труб, обязательно нужно учитывать климатические условия и режим работы систем отопления. Некоторые виды пластика неспособны выдерживать температуры выше 70 градусов. Очень часто, даже в южных городах России, температура подающих труб составляет 90 градусов. Под воздействием таких температур, некоторые виды пластика оплавятся, а деньги уйдут в никуда.
- Одним из немногих недостатков пластика является склонность к расширению. Поэтому установка компенсаторов примерно на каждые 5 метров необходима.
Полипропилен
Полипропилен – это самый дешевый вариант пластиковых труб. Но конкретно для монтажа систем отопления этот вид труб не подходит. Дело в том, что при превышении температуры теплоносителя границы в 70 градусов полипропилен склонен к разрушению.
 Полипропиленовые трубы
Полипропиленовые трубы
Этот вид пластика нельзя гнуть, поэтому при его монтаже используют фитинги или спайку. Единственным плюсом, который выделяет полипропилен среди других пластиковых тру является низкая цена.
Сшитый пропилен
Сшитый пропилен изготавливается по усложненной технологии, поэтому его можно использовать при монтаже внутренних систем отопления. Этот материал прекрасно справляется с теплоносителем температурой 90 градусов. Выше этой температуры теплоноситель внутренней сети быть не может согласно правилам ГОСТ.
Это связано с тем, что при температуре поверхности выше 90 градусов пыль, оседающая на трубах и радиаторах начинает сублимироваться. То есть твердые частицы переходят в газообразное состояние минуя жидкую фазу. Проблема в том, что сублимированная пыль в составе вдыхаемого воздуха значительно увеличивает риск раковых заболеваний. Именно поэтому теплоноситель с температурой выше 90 градусов запрещено использовать в пределах жилых помещений и помещений с постоянным пребывание людей.
К плюсам сшитого полипропилена относится так же эффект памяти. Если такую трубу согнуть под действием температуры, то при остывании форма сохранится, а при повторном нагреве труба вернется в изначальную форму. Это можно использоваться при монтаже труб в труднодоступных местах. Такая система отопления куда менее придирчива к выбору места прокладки труб.
Еще одним плюсом сшитого полипропилена является низкая склонность к температурному расширению. Поэтому систему отопления с применением таких конструкций можно без особых проблем применять при закрытой прокладке коммуникаций. К тому же этот материал без предварительной подготовки поддается пайке.
Металлопластик
Металлопластик – это лучший вариант для монтажа систем отопления. Он представляет собой несколько слоев алюминия и пластика, склеенных между собой. Внутренний и внешний слой выполняется из пластика. Благодаря этому труба не зарастает изнутри, так как солям кальция и магния не за что зацепиться. При этом внешний слой не коррозирует, а значит не нуждается в уходе и долгое время сохраняет эстетичный вид.
Большим минусом металлопластика является цена. Если само по себе труба не сильно дороже конкурентов, то элементы фитинга заметно выделяются на фоне других материалов. Если тройник из полипропилена будет стоить в пределах 100 рублей, то тот же тройник из металлопластика обойдется уже в 500. Разница более чем существенная, а потому особенно актуален вопрос пайки для металлопластиковых труб.
Именно на этом моменте, зачастую, и возникают сложности. Дело в том, что алюминий спаять не получится. Даже не смотря на то, что слой металла довольно тонкий, в разрезе трубы он скорее просто оплавится. Значит, соединение будет неплотным и возможны протечки. Об особенностях пайки армированных труб поговорим немного позднее.
Преимущество использования полипропиленового трубопровода
Пластик является надежным, прочным и безопасным материалом, который все чаще применяют для сооружения водопровода и систем отопления. Даже не зная, как соединить полипропиленовые трубы, можно быстро научиться этому несложному процессу с помощью небольших рекомендаций.
Дельные советы помогут не допустить распространенных ошибок и сделать всю работу идеально с первого раза. Многие специалисты используют различные виды полипропиленовых труб для организации отопления и других сантехнических работ. Этот материал обладает многочисленными привлекательными свойствами.
Прочность соединения
Сварка пластиковых элементов осуществляется с помощью специального инструмента, который разогревает детали до такого состояния, что их можно сплавить между собой. Полученный шов отличается невероятной прочностью и надежностью. Его можно сравнить с металлической сваркой. Такое соединение способно без труда выдержать 12 атмосфер, тогда как давление в водопроводных трубах обычно не превышает пяти атмосфер.
Длительный эксплуатационный срок
Многие производители труб из пластика дают гарантию на свою продукцию от четырех до шести десятилетий. На самом деле полипропилен способен прослужить гораздо дольше. Для этого необходимо соблюдать правила использования и регулярно делать осмотр системы и ее узлов.
Низкая стоимость
Нередко покупатели выбирают трубы из полипропилена из-за их приемлемой цены. Однако это не отражается на высоком качестве продукции. Специалисты утверждают, что данный материал по своим свойствам можно смело сравнить с медью, которая всегда считалась лучшим вариантом для изготовления труб.










Устойчивость к ржавчине
Пластик не ржавеет, не портится от элементов, содержащихся в воде и не повреждается от соприкосновения с жидкой средой.
Простой монтаж, который можно выполнить самостоятельно
Многих привлекает возможность установить полипропиленовые трубы самостоятельно. Для этого не нужно владеть специфическими навыками и многолетним опытом. Все элементы соединяются при помощи простых инструментов. Эта работа напоминает сборку конструктора. Проявив немного терпения и аккуратности, можно установить систему, которая прослужит несколько десятков лет.
Спайка «на весу»
Чистота внутренней поверхности
Благодаря тому, что внутри труба невероятно гладкая, на ней не оседает мусор и химические элементы, которые могут находиться в воде. Однако подобная проблема может возникнуть, если была неправильно сделана врезка в полипропиленовую трубу, имеется брак в пайке или наблюдается чрезмерный нагрев пластика.
Бесшумность
Пластиковые детали, в отличие от металлических труб, не издают никакого шума, а также не подвержены вибрации.
Прежде, чем заниматься монтажом водопроводной или отопительной системы, необходимо провести тщательную подготовку. Она заключается не только в тщательном выборе деталей и элементов, но и в грамотном планировании. Все работы должны проводиться аккуратно и с соблюдением необходимых мер безопасности. Монтаж пластиковых труб не является сложным процессом, поэтому с ним справится даже человек без опыта.
Как паять полипропиленовые трубы
Полиэтиленовые и полипропиленовые трубы постепенно вытесняют с рынка строительных материалов трубы из металла. Вызвано это полезными свойствами и качествами продукта:
- большим сроком службы (полипропиленовые трубы служат до 50 лет),
- низкой теплопроводностью и электропроводностью,
- высокими звукоизоляционными свойствами,
- устойчивостью к большому перепаду температур.
Не последнюю роль в популярности труб из полипропилена играют их высокая прочность, надежность и простота монтажа этого вида труб.
Первоначально эта продукция вообще не подвергалась пайке. Для соединения трубопроводов из полипропилена использовалась технология склеивания труб специальными клеями. Полипропиленовые трубы небольших диаметров внутри помещений в некоторых странах до сих пор соединяют при помощи специализированных клеев.
Но технология пайки полипропиленовых труб оказалась проще и надежнее. В данной статье рассмотрим, как паять полипропиленовые трубы своими руками.
Необходимые инструменты
- Маркер.
- Рулетка.
- Строительный уровень.
- Ножницы для резки полипропиленовых труб.
- Специальный паяльник для труб из полимерных материалов.
Большинство из этих инструментов известны каждому из тех, кто в той или иной мере связан со строительной индустрией. Вопросы могут возникнуть только по ножницам для резки полипропиленовых труб и паяльнику для сварки труб этого вида. Обычно они входят в единый комплект инструмента.
Ножницы для резки
Этот инструмент еще называется роликовым труборезом. Выпускается он чаще всего в двух модификациях:
- для труб с наружным диаметром 16 мм- 40 мм,
- для труб с наружным диаметром 16 мм- 110 мм.
Паяльник для пайки
Этот инструмент еще называют ручным сварочным аппаратом. Аппарат для соединения пластиковых труб – это нагревательный прибор, с подошвой, которая оборудована нагревательными элементами. Подошва обычно оснащена отверстиями с различными диаметрами, в которых закрепляют специальные насадки для пайки. Аппарат оборудован терморегулятором и индикаторами нагрева. Он имеет удобную рукоятку и специальную подставку для установки прибора на ровной поверхности. Включается и выключается он при помощи специальных дополнительных выключателей.
Паяльник для полипропиленовых труб выпускают:
- для полипропиленовых труб диаметром 16 — 50 мм с мощностью до 650 Вт,
- для труб диаметром 63 — 110 мм с мощностью до 1600 Вт.
В комплект аппарата входят так же соответствующие насадки и подставка.
Насадки парные и бывают различных диаметров. Они покрыты антипригарным покрытием, схожим с тем, что используются в покрытиях современных сковородок. Потому они нуждаются в особом уходе и специальной очистке.
Прежде чем то-то сделать, нужно внимательно изучить технологический процесс, прочитать все необходимые инструкции, научиться пользоваться инструментом.
В случае пайки труб, нужно помнить, что этот процесс – часть общего процесса пайки трубопровода. Потому работу начинают с разметки.
Разметка – самый сложный этап работы. Хорошо, если ее сделает специалист, который знаком с чертежами трубопровода, представляет его в целом.
Трубы отрезают следующим образом. Отмеряют расстояние между фитингами, добавляют к этому расстоянию 30 мм. Затем аккуратно, под углом 90 градусов отрезают трубу при помощи специальных ножниц.
Далее надеваем фитинги на трубу, помечая глубину маркером на полипропиленовой трубе. Эта отметка будет поперечной. Продольная метка позволяет состыковать элементы трубопровода по осям.
- Прибор, естественно необходимо включить.
- В отверстие аппарата необходимо вставить насадку необходимого диаметра.
- При помощи терморегулятора нужно установить необходимую температуру пайки.
- Для полипропиленовых труб необходимо установить температуру — 260° С,
- Для полиэтиленовых труб необходимо установить температуру — 220° С,.
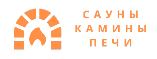
Из каких полипропиленовых труб можно выполнять монтаж отопления?
Монтаж отопления выполняется из армированных полипропиленовых труб.
Армированная труба выглядит (если смотреть в разрезе) так, как показано на фото:
Внутри и снаружи трубы слои полипропилена, между ними слой армирующего материала (фольга, стекловолокно). Между слоями полипропилена и армирующим слоем находится клей. То есть, армированная полипропиленовая труба пятислойная.
На фото выше труба, армированная алюминиевой фольгой. На следующем рисунке тоже полипропиленовая труба, но армирована стекловолокном:
Особенно там, где не видно, что она изгибается. Впрочем, даже при заметных изгибах такая труба не порвётся, просто некоторые искривления несколько портят дизайнерский вид.
На следующем фото труба, также армированная стекловолокном. Но это труба “под зачистку”:
То есть, наружный слой полипропилена счищается, и затем труба припаивается к фитингу. Такая труба – самый идеальный вариант, она лучше всего выдерживает линейные расширения. Недостаток – из-за необходимости зачистки монтаж занимает больше времени.
Вот так (фото ниже) выглядит труба со стекловолокном. Такая труба паяется без зачистки.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.
На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.
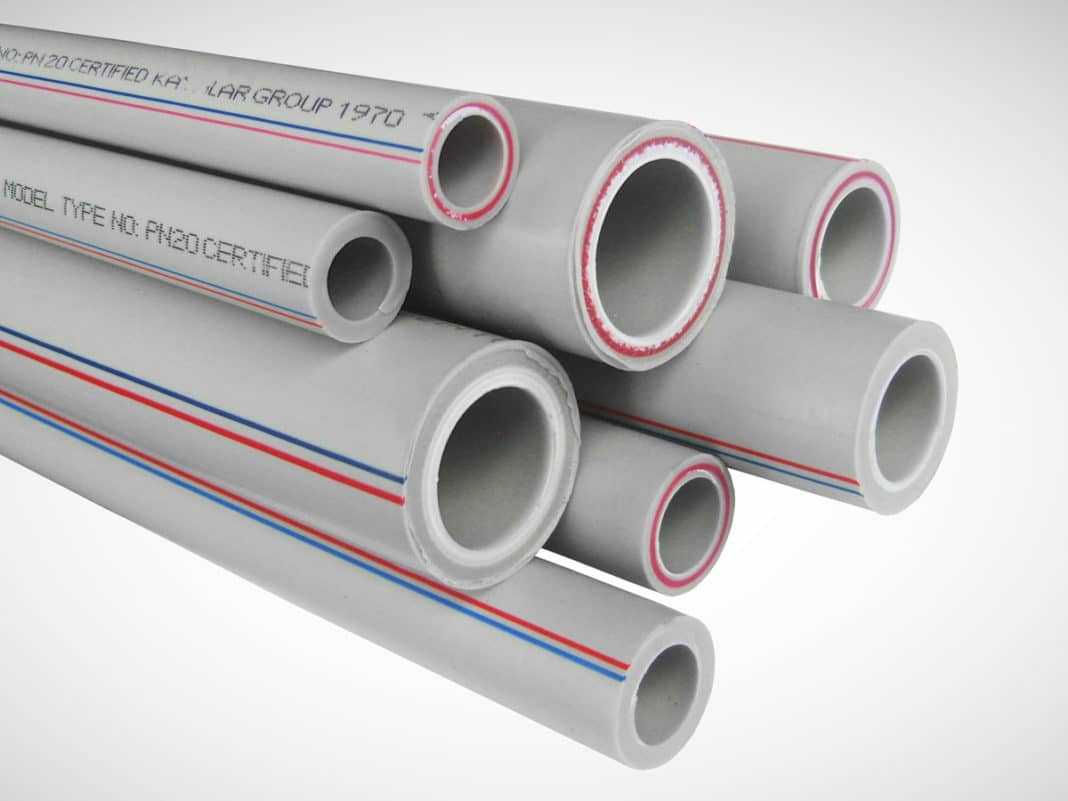
Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.
Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.
Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.









Рекомендуемые расстояния до риски в зависимости от диаметра трубы:
Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.
Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.
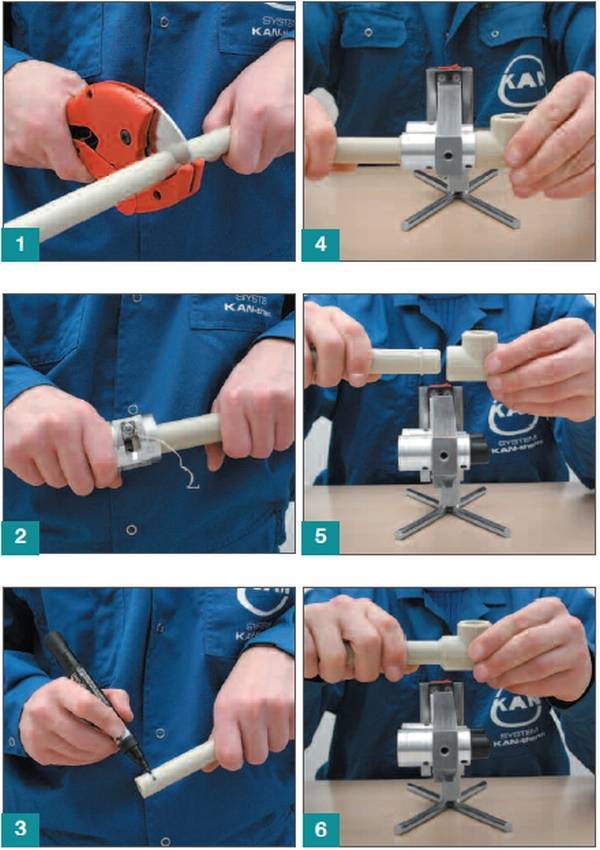
Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Способы прокладки полипропиленовых труб
Так, со стыковкой труб вроде как разобрались. Теперь хочу рассказать вам, как нужно производить прокладку системы отопления в частном доме. Существует несколько способов:
- открытый – в этом случае детали инженерной сети просто закрепляются вдоль стен и декорируются (или вовсе не декорируются);
- скрытый в стенах – трубы после окончания сборки замуровываются в стены;
- скрытый в полу – трубопроводы отопительной системы маскируются под бетонной стяжкой пола.
В принципе, если рассуждать с технической точки зрения, способ прокладки труб отражается только на визуальном восприятии помещений. А на эффективность работы системы не влияет. Так что подумайте, стоят ли затрачиваемые усилия достигаемого результата. Ведь проштробить стены, а потом заделать трубы – дело не из легких.
Кстати, сразу предупрежу, что скрыто могут прокладываться только трубы с неразъемными соединениями, армированные стекловолокном или фольгой. Так как только они имеют очень маленький коэффициент теплового расширения.
Открытая прокладка труб

Открытая прокладка труб отопления проста, но детали инженерной системы портят интерьер помещений.
Здесь говорить особо нечего. Необходимо просто навесить на стены радиаторы отопления, установить котел, а затем соединить все эти элементы полипропиленовыми трубами.
Чтобы все выглядело аккуратно, изделия следует закрепить на стенах с помощью специальных кронштейнов.
Скрытая прокладка труб

Суть скрытой прокладки состоит в маскировке труб отопления под стяжкой пола или в стенах.
Это более трудоемкий в реализации процесс, поэтому, чтобы вы могли сделать осознанный выбор, перечислю преимущества и недостатки рассматриваемого способа.
На мой взгляд, и я об этом уже говорил, единственный плюс подобного варианта – это красиво выглядящий интерьер помещения.
Что касается недостатков, то их множество:
- Высокая трудоемкость и материалоемкость. Понадобится штробить стены и устанавливать туда трубы. Это намного сложнее, чем просто закрепить их на клипсы.
- Большие теплопотери. Часть тепловой энергии труб, которые замурованы в стены, передается самой конструкции, что снижает эффективность работы отопительной системы.
- Сложность эксплуатации. В случае аварии необходимо выполнить демонтаж декоративной отделки, чтобы добраться до протечки. Иногда это приводит к необходимости повторной отделки комнаты.
- Дороговизна. Большое количество материалов и трудоемкость влекут за собой значительные затраты денежных средств на создание такой системы.
Технология скрытой прокладки труб
У сына на даче я делал отопление методом открытой прокладки. Но вам расскажу и технологию монтажа труб скрытым методом.
Итак, приступим:
- Сначала нужно установить котел и радиаторы отопления. Чтобы защитить последние от повреждения, я не рекомендую снимать с них полиэтиленовую и картонную упаковку до тех пор, пока все отделочные работы в помещении не будут закончены.

Первым делом монтируются радиаторы отопления.
- Затем проводится разметка мест будущей прокладки труб. Я обычно это делаю обычным маркером прямо на стенах.
- После этого можно штробить. Беру болгарку и прорезаю две дорожки на таком расстоянии друг от друга, чтобы в получившуюся канавку влезала труба (с небольшим зазором). Затем беру перфоратор и выдалбливаю углубление зубилом.

Штробы должны быть чуть шире и глубже, чем используемые трубы.
- На следующем этапе паяется система и соединенные трубы вставляются в штробы. Чтобы труба не шевелилась, я всегда креплю детали на пластиковые клипсы.
Еще раз напомню, что согласно СНиП скрыто могут прокладываться только трубопроводы с неразъемными соединениями. То есть, если вы используете металлопластиковые трубы с резьбовыми фитингами – замуровывать их в цемент ни в коем случае нельзя.
- Затем можно подключать трубы к отопительным приборам.

Уложенные в штробы и подключенные к радиаторам трубы.
- Как только все соединения выполнены, можно выполнять опрессовку. Для этого используется прибор, который нагнетает в трубы воздух до определенного давления. Этот процесс позволяет выявить негерметичные соединения, которые будут подтекать при заполнении труб теплоносителем.

Опресовка системы отопления позволяет выявить недостатки монтажа до заполнения труб теплоносителем.
- Только после проведения всех испытаний и пробного пуска отопительной системы можно выполнять заделку штроб цементным раствором.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Подготовка спаиваемых элементов
Сначала аккуратно обрежьте острым ножом трубки до нужной Вам длины. Можно воспользоваться и специальным труборезом, если он есть в Вашем домашнем арсенале.
Затем обрезаем заусенцы на концах. Заусенцы – тонкая стружка из пластика, зазубрины на концах трубок. Так как соединяемая поверхность должна быть идеально гладкой, то аккуратно ножом эти зазубрины убираем.
После этого концы соединяемых пластиковых трубок зачищаем. Для этого используем тонкий напильник, надфиль, может быть даже рифель (у этой разновидности надфиля рабочая поверхность специально изогнута, что позволяет зачищать рабочие поверхности внутри трубок и т.п.).
Сварка полипропиленовых труб разного диаметра и типа через переходную муфту.
Watch this video on YouTube
Теперь выполняем тот же цикл мероприятий и для фитинга, если он самодельный и представляет собой просто кусок трубки, который вы будете использовать для пайки.
Итак, трубы готовы, фитинг готов.
Приступаем к спаиванию
Как правильно паять трубы своими руками
Watch this video on YouTube
Правда, на старых, ранних вариантах приборов для пайки такой функции нет, так что, придется регулировать температуру вручную.
Обязательно нужно хорошо обработать заготовку перед самим соединением. Обязательно очистить поверхность от загрязнений, обезжирить при помощи спирта.



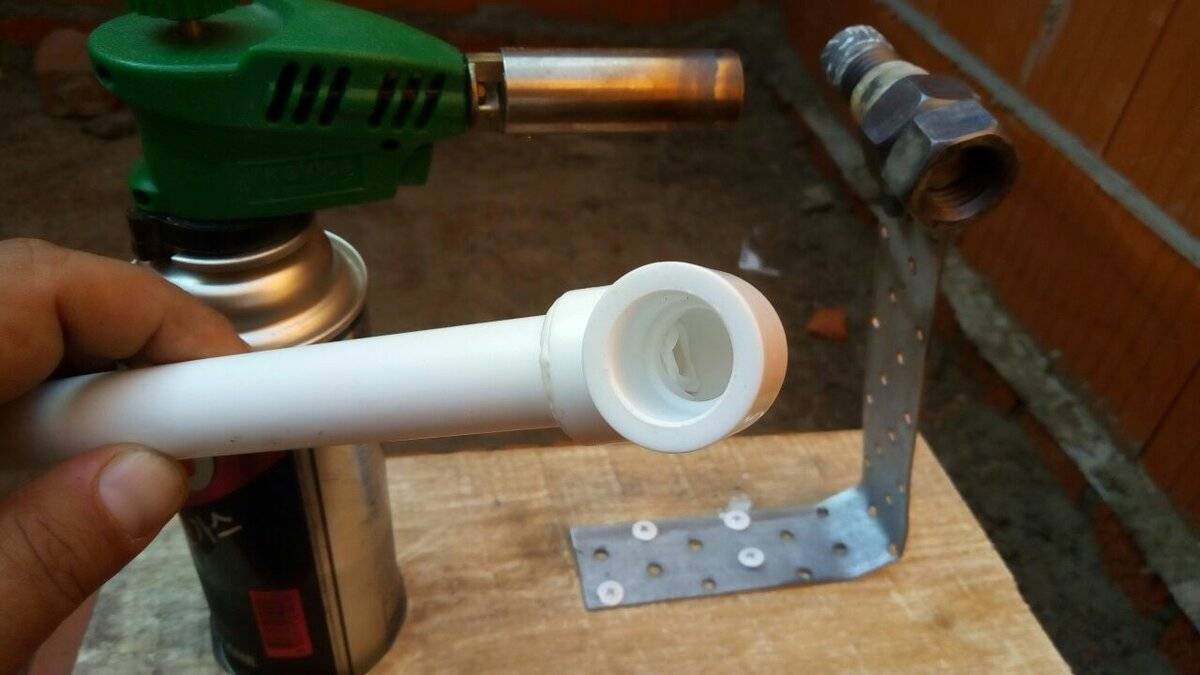


Также нужно снять фаски с заготовок. Для этого нужно воспользоваться фаскоснимателем и спиртом. Данная операция необходима только для тех труб, которые ранее были армированы алюминием или другим составом.
Сварка полипропиленовых труб
Watch this video on YouTube
Иными словами, можно разогревать одновременно две трубы и два фитинга, и после доведения до необходимой температуры за краткое время создать довольно большую конструкцию.
Само соединение необходимо проводить максимально быстро, чтобы не допустить снижение герметичности системы. Как только вы увидите, что элементы заготовки разогреты до необходимой температуры, то сразу же снимайте заготовки с насадок и приступайте к соединению.
Правильное соединение нужно делать очень плотным, чтобы в дальнейшем в системе отопления или водоснабжения не случалось протечек.
Пайка полипропиленовых труб, ошибки начинающих, восстановление соединений.
Watch this video on YouTube
Проверка стыка соединения после спайки
В итоге две пластиковые трубки для водопровода плотно соединены! Правильно ли мы все сделали? Об этом Вы сможете судить лишь через некоторое время, когда пустите воду по «новому» водопроводу.
Если же, по каким-то причинам, Вы все-таки проводили процедуру в холодном помещении, где температура была ниже комнатной, то стоит подождать не менее двух-трех часов до пробного запуска воды. Здесь главное не спешить, и все делать правильно, чтобы ваши труды не пошли насмарку.
В конечной стадии установки необходимо убедиться в том, что место пайка достаточно надежно. Для этого лучше всего осуществить пробный пуск воды. Открываем кран. После пуска воды внимательно осмотрите весь закрепленный вами, отремонтированный узел водоснабжения.
Если все-таки появились разводы на конструкции или на фитинге/муфте, вода сочится, капает или даже хлещет струей из-под нового соединения, то значит ваша операция по спасению домашнего водопровода, проведена не правильно!
Следует либо заново проводить всю процедуру ремонта, либо все-таки раскошелиться и вызвать на дом мастера-сантехника. Если же все прошло нормально, и вода бежит только из крана, как и должно быть, то поздравляем вас с успехом!
Миссия выполнена, семья довольна, пластиковые трубки для водопровода надежно и крепко соединены! Как видно теперь, данная операция не является невыполнимой, и, если следовать обычным прописным истинам, можно добиться необходимого результата!
Теперь вы можете смело бросить вызов новому ремонту, поскольку вы уже имеете достаточно знаний, и знаете, как паять пластиковые трубы правильно!
Сварочный аппарат для пайки полипропиленовых труб
Watch this video on YouTube
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.





