
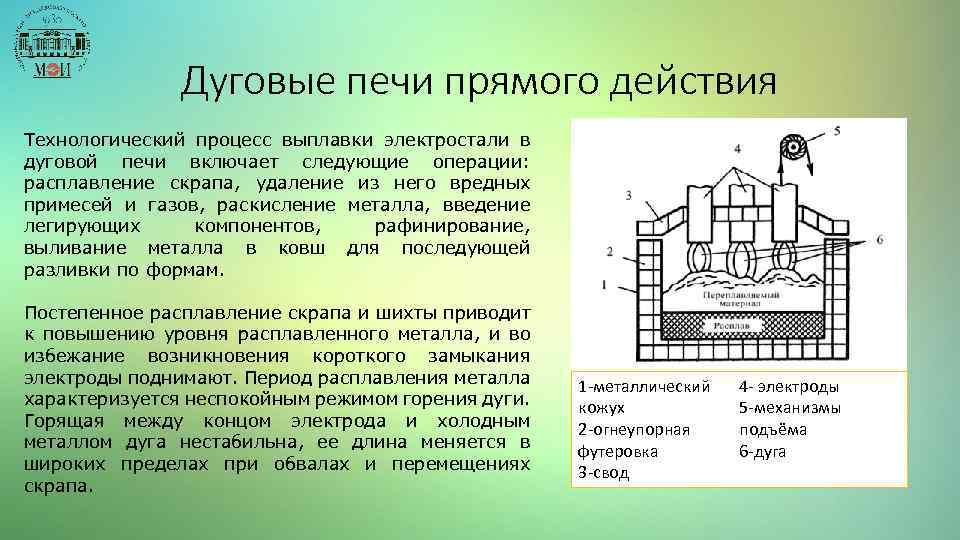
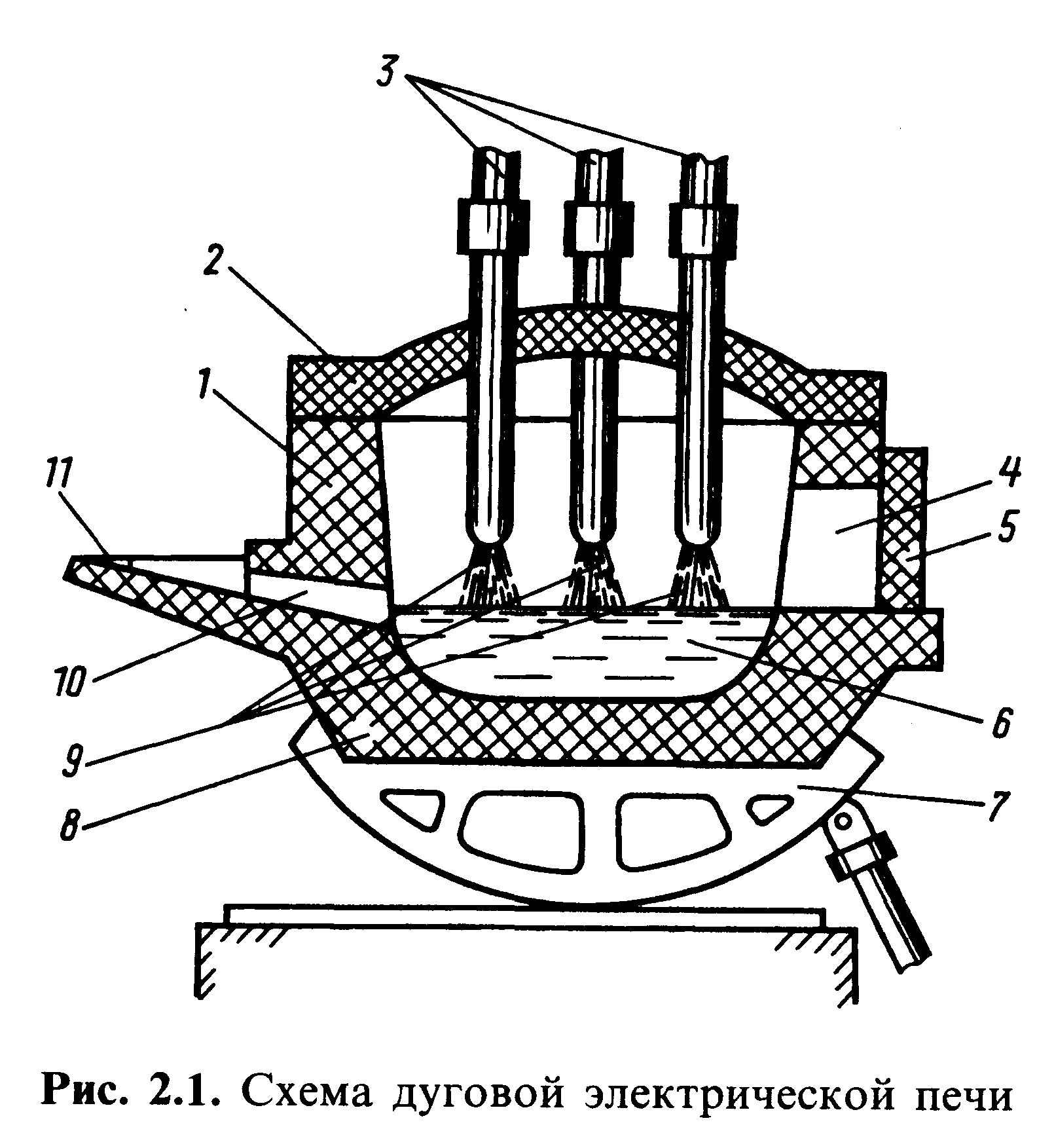
Особенности процесса плавки в дуговых печах
Плавка металлов или сплавов с использованием шихты из легированных отходов проводят без окисления примесей. При этом шихта, которая используется в процессе, не должна иметь больше примесей фосфора, марганца и кремния, чем выплавляемая в процессе сталь. В процессе плавки большинство примесей окисляются, да и сама шихта может содержать большое количество оксидов. Обязательной процедурой, которую следует проводить после того, как шихта расплавится, является удаление серы. Для этого нужно навести основной шлак. При необходимости, получаемый сплав нужно науглероживать, доводя его тем самым до нужного химического состава.
После науглевоживания получаемого сплава нужно провести диффузионное раскисление. Для этой процедуры на шлак нужно подавать молотый кокс, алюминий и ферросилиций. Именно таким образом происходит выплавка высококачественных легированных сталей из различных отходов машиностроительных предприятий.
Для того чтобы выплавить конструкционную сталь, нельзя применять шихту из легированных отходов. Для этого используют только углеродистую шихту. Состав шихты, которая используется для производства конструкционной стали в электродуговых печах, должен быть следующим:
- 90% стального лома;
- До 10% передельного чушкового чугуна;
- Кокс или электродный бой, который понадобится для науглероживания металла;
- Известь в количестве 2-3% от общего состава шихты.
После того, как шихта будет загружена, нужно опустить электроды и включить ток. Под воздействием электрической дуги шихта начнёт плавиться. Расплавленный металл начнёт собираться на подине печи. Во время плавления железо, кремний, фосфор, марганец и часть углерода начнёт окисляться. Начнёт образовываться шлак железистый, за счёт которого из сплава будет удаляться фосфор.
После того, как сплав будет нагрет до температуры 1500-1540 градусов Цельсия, в него загружают руду и известь, после чего металл доводят до так называемого периода «кипения». За счёт этого будет производиться дальнейшее окисление углерода. После этого происходит процедура удаления серы и раскисления металла. Железистый шлак удаляется, после чего в расплав подаётся силикомарганец и силикокальций. Они нужны в качестве раскислителей. После этого в расплав добавляется раскислительная смесь. Она состоит из плавикового шпата, извести, молотого кокса и ферросилиция. В процессе раскисления шлак приобретает белый цвет. Данный процесс раскисления под белым шлаком должен продолжаться от 30 до 60 минут.
Достоинства электрических дуговых печей
Дуговые печи пользуются огромной популярностью на крупных сталелитейных предприятиях. Выплавка сталей в дуговых печах популярна из-за следующих преимуществ:
- Имеется возможность получать ряд тугоплавких и высококачественных сталей, которые имеют минимальное количество различных примесей неметаллического происхождения;
- Можно работать в различных режимах, используя как жидкую, так и твёрдую завалку;
- В процессе производства получается минимальный угар металла;
- Дуговые печи имеют простую конструкцию, относительно компактны, их обслуживание не отнимает много времени.
Кроме ряда достоинств, у дуговых печей имеется один существенный недостаток – нет возможности выплавлять металлы и сплавы с очень низким содержанием углерода. Больше существенных недостатков у дуговых печей нет.
Источник
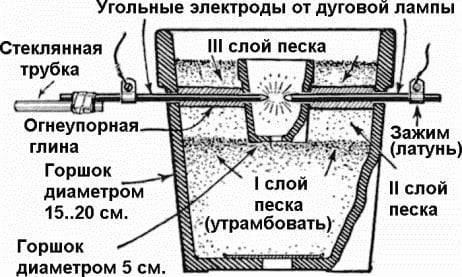
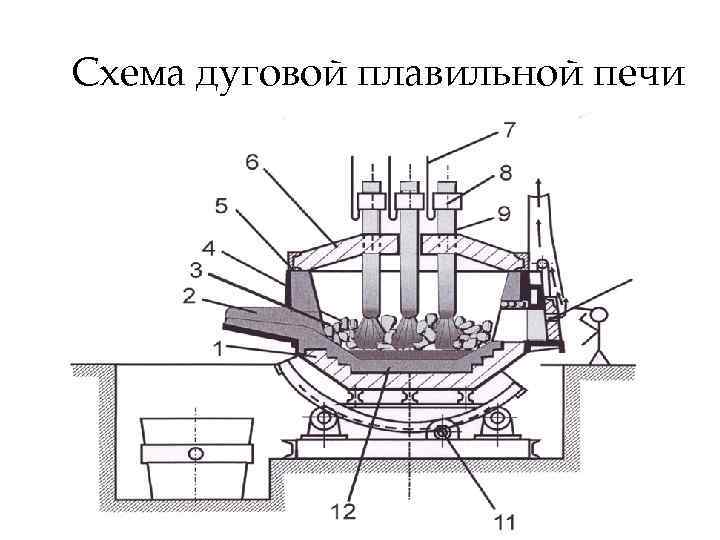
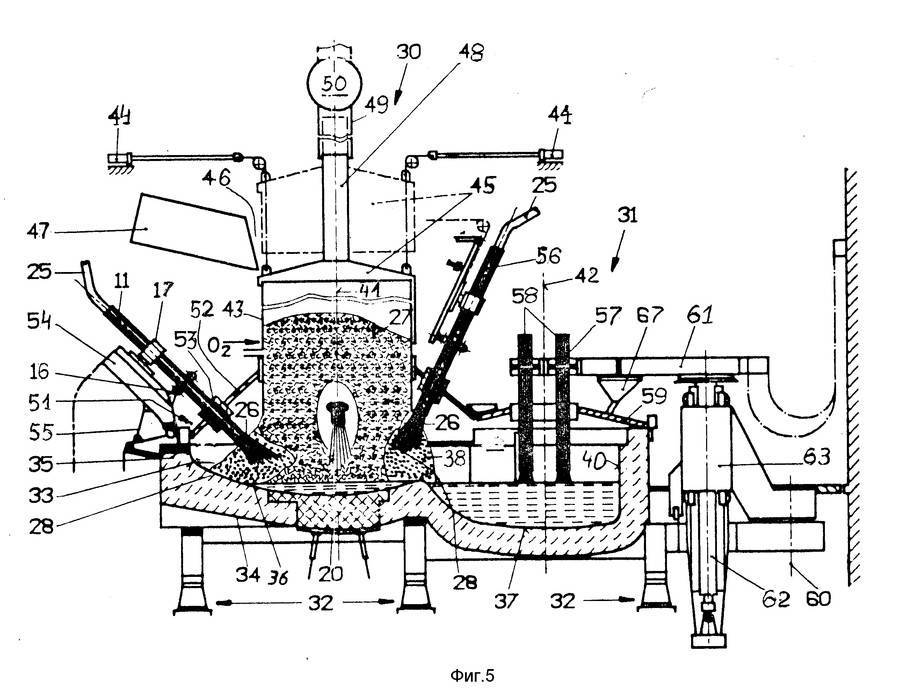
Механизм поворота свода
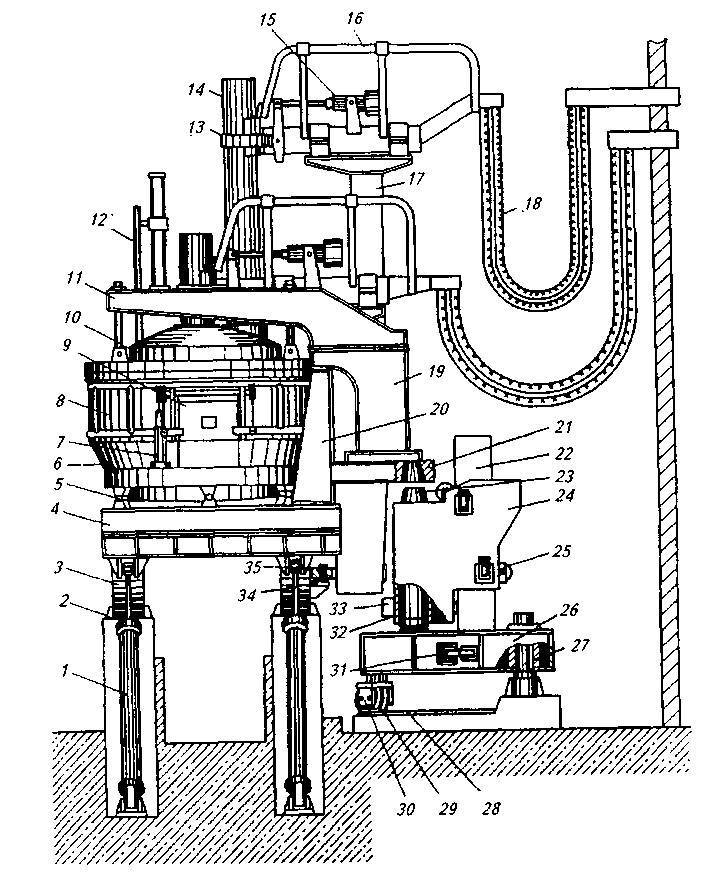
Для отворота свода от рабочего пространства печи вращают вал 27 с жестко закрепленной на нем плитой 30, являющейся опорой полупортала 19 и подвешенного к нему свода 21; поворотный вал 27 опирается на люльку печи через два радиальных 29 и один упорный 26 подшипники. Приводом поворота являются электродвигатель 22 и трехступенчатый цилиндрический редуктор 23, на выходном валу которого посажена коническая зубчатая шестерня, входящая в зацепление с зубчатым сектором 28, жестко насаженным на вал 27. Получая вращения от привода, зубчатая шестерня вызывает поворот зубчатого сектора 28 и вала 27 вокруг его вертикальной оси и, тем самым, поворот плиты 30 и свода печи.
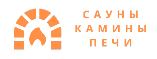
Электродуговая печь в глиняном горшке
Еще один вариант создания электродуговой печки своими руками – с использованием горшков. Для создания печки сначала понадобятся два горшка разного диаметра 20 см. и 5 см., в которых высверливаются отверстия одинакового диаметра на одном расстоянии. Схема дуговой печи включает в себя два углеродных электрода (от дуговой лампы), которые с противоположных сторон насквозь проходят через подготовленные проемы сквозь стенки двух горшков и встречаются в полости меньшего.
В большой горшок засыпается песок и помещается маленький горшок, на дне которого высверливается еще одно небольшое отверстие.
Углеродные электроды покрываются по всей длине огнестойкой глиной и вставляются в подготовленные проходы. Просверленные места хорошо замазывают глиной, чтобы не терялось тепло. Поверх изолированных электродов насыпают слой песка и утрамбовывают его небольшим количеством воды.
Крышку для печки можно сделать из подставки для горшка, оборудовав его ручками. К одному электроду прикручивается стеклянная трубка для регулировки работы, другой остается в фиксированном положении. Электроды латунными или медными зажимами подключаются проводами через предохранитель к сети.
Механизм подъема свода
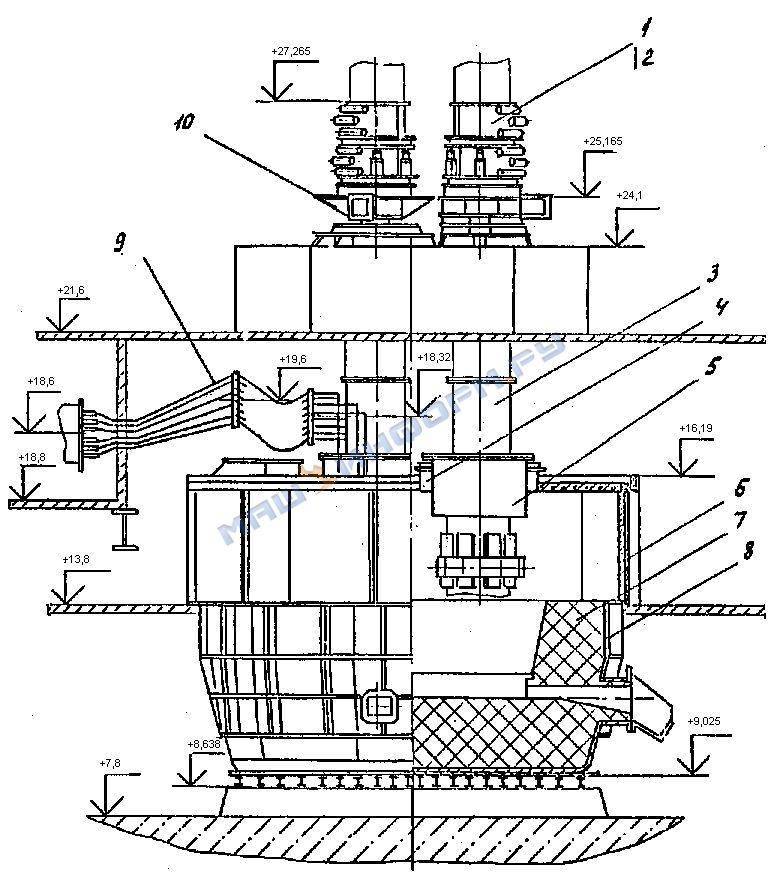
Подъем и опускание свода осуществляют два синхронно работающих механизма, приводом которых являются электродвигатели 25 и червячно-винтовые редукторы 24. Свод 21 подвешен к полупорталу 19 на перекинутых через блоки 5 и 18 цепях 20 и тягах 4, связанных с червячно-винтовыми редукторами. При работе электродвигателя 25 и червячно-винтового редуктора 24 тяговый винт 24а редуктора получает поступательное движение вверх или вниз, перемещая тяги 4 цепи 20 и, тем самым, свод 21 (на высоту до 500 мм). Для синхронизации работы двух механизмов предусмотрен уравнительный вал 31, связанный с редукторами через муфты 32 .
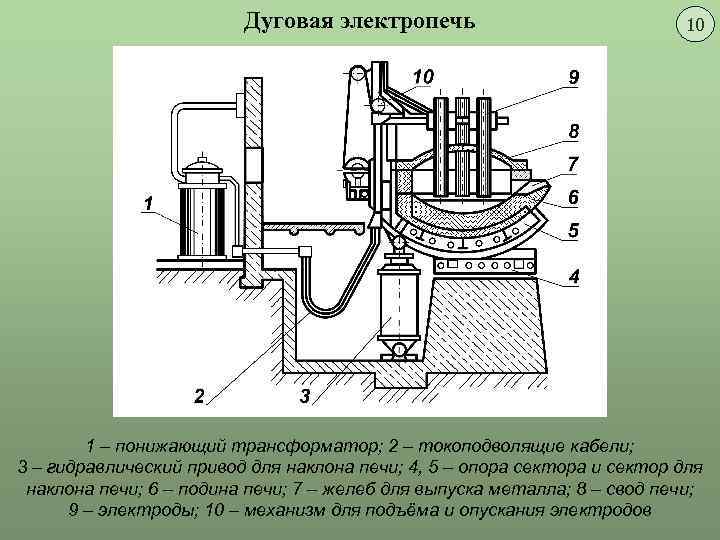
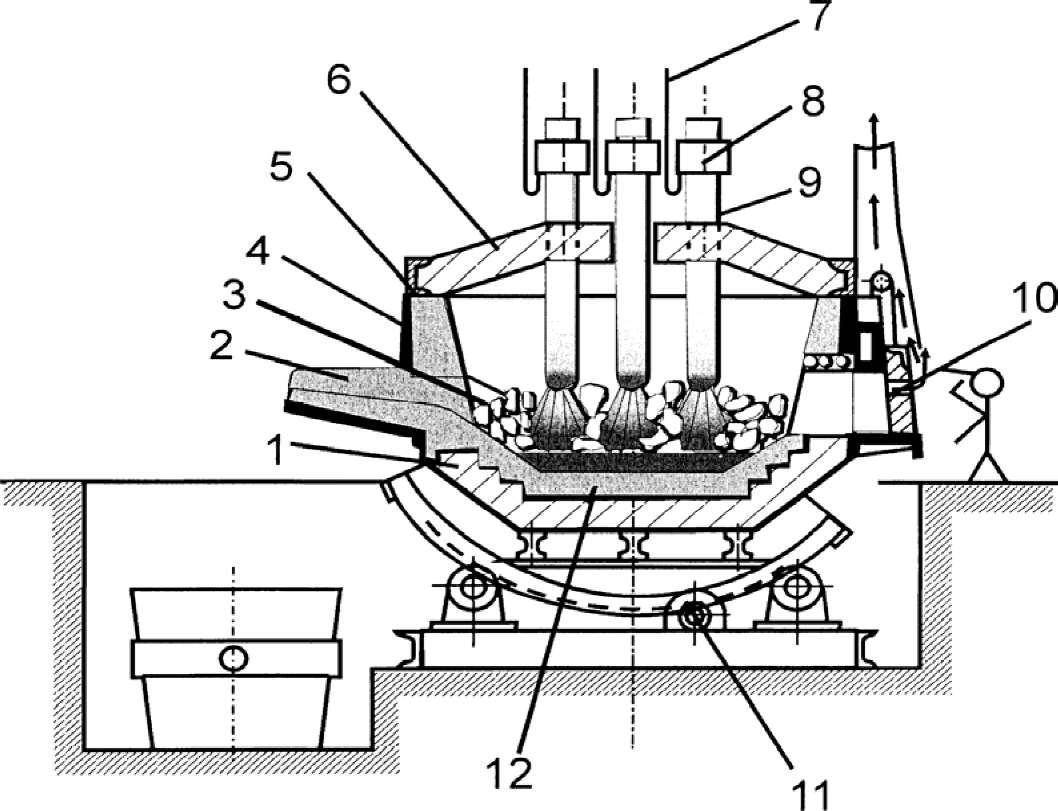
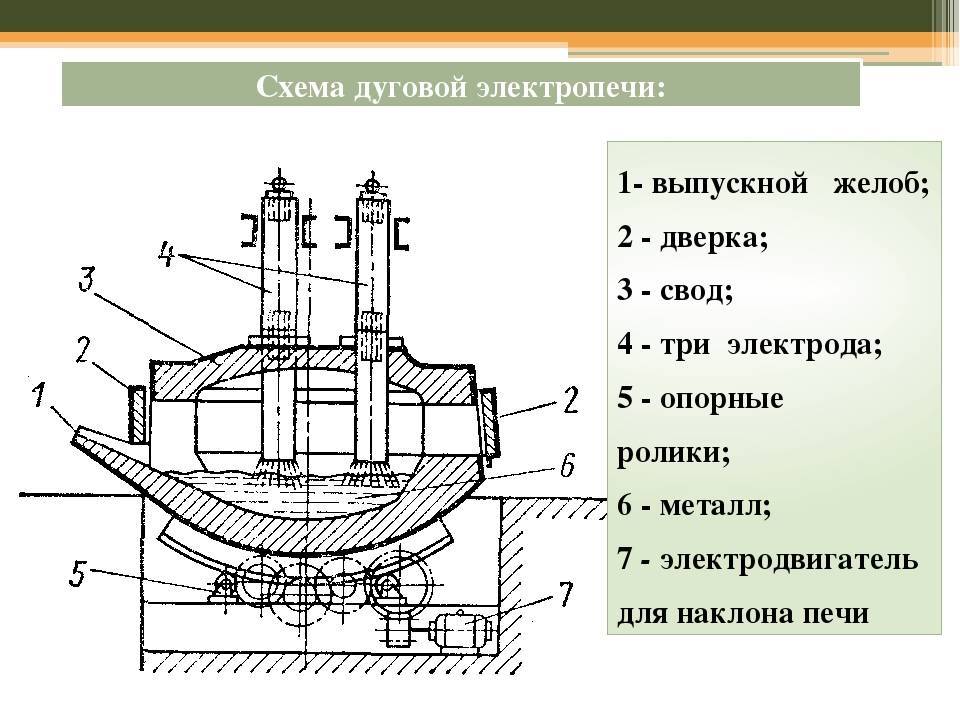
Конструкция опор и механизмов наклона печи
Для опоры корпуса печи на фундамент и для наклона печи при сливе металла служит люлька (рисунок 2). Она выполнена в виде горизонтальной сварной коробчатой плиты с двумя опорными сегментами 3а.
Механизм наклона печи может быть с гидравлическим (рисунок 2, а) или электромеханическим (рисунок 2, б) приводами. В первом случае подаваемая в гидроцилиндры 1 под давлением жидкость вызывает выдвижение или опускание штоков 2, во втором — электродвигатели 6 с редукторами 4 обеспечивают продольное перемещение зубчатых реек 5. При перемещении штоков или реек опорные сегменты люльки перекатываются по горизонтальным фундаментным балкам опорных станин 7 печи,что вызывает качание люльки и наклон печи.
Рисунок 2 – Люлька и механизмы наклона печи с гидравлическим (а) и электромеханическим (б) приводом
На рисунок 3 показана кинематическая схема гидравлического и электромеханического с реечной передачей механизмов наклона печи. В первом из них (рис. 3, а) наклон люльки 7 с печью обеспечивают шарнирно закрепленные на фундаменте гидроцилиндры 5 за счет подачи масла от маслостанции в надпоршневое или подпоршневое пространство гидроцилиндров. Масло к цилиндрам 5 подается от маслостанции, размещенной в отдельном помещении и включающей насос 13, предохранительный клапан 15, манометр 16, распределительный золотник 11, дроссель 12 и фильтры 14. Направление наклона люльки 7 с печью в сторону сливного носка 9 или рабочего окна 8, т. е. подача масла в ветвь 2 или 3 маслопровода, определяется положением золотника 11 путем включения соответствующего электромагнита 10. Скорость наклона регулируется дросселем 12, установленным в сливной магистрали. Угол наклона печи при перекатывании люльки по фундаментным балкам 1 ограничивается конечными выключателями 4. Так как гидроцилиндры при наклоне печи меняют свое положение, в трубопроводы 2 и 3 включены гибкие участки 6 из рукавов высокого давления.
Во втором механизме (рис. 3, б) рейки имеют отдельный привод, устанавливаемый на фундаменте под печью со стороны рабочего окна. В каждом приводе вращение от электродвигателя 2 через зубчатую муфту передается трехступенчатому редуктору 3, соединенному зубчатой муфтой с валом реечной шестерни 5, которая входит в зацепление с рейкой 4. Последняя соединена шарниром 7 с сектором люльки 8. При наклоне печи рейки получают сложное движение: поступательное — от приводных шестерен и качательное — вокруг оси этих шестерен — в результате перемещения люльки. Необходимое прижатие рейки к шестерне, осуществляется с помощью качающейся прижимной обоймы 6. Вал реечной шестерни опирается на два подшипниковых узла 8. Привод снабжен тормозом 1, с включением которого автоматически отключается электродвигатель.
Рисунок 3 – Схема механизмов наклона печей с гидравлическим (а) и электромеханическим с реечной передачей (б ) приводами
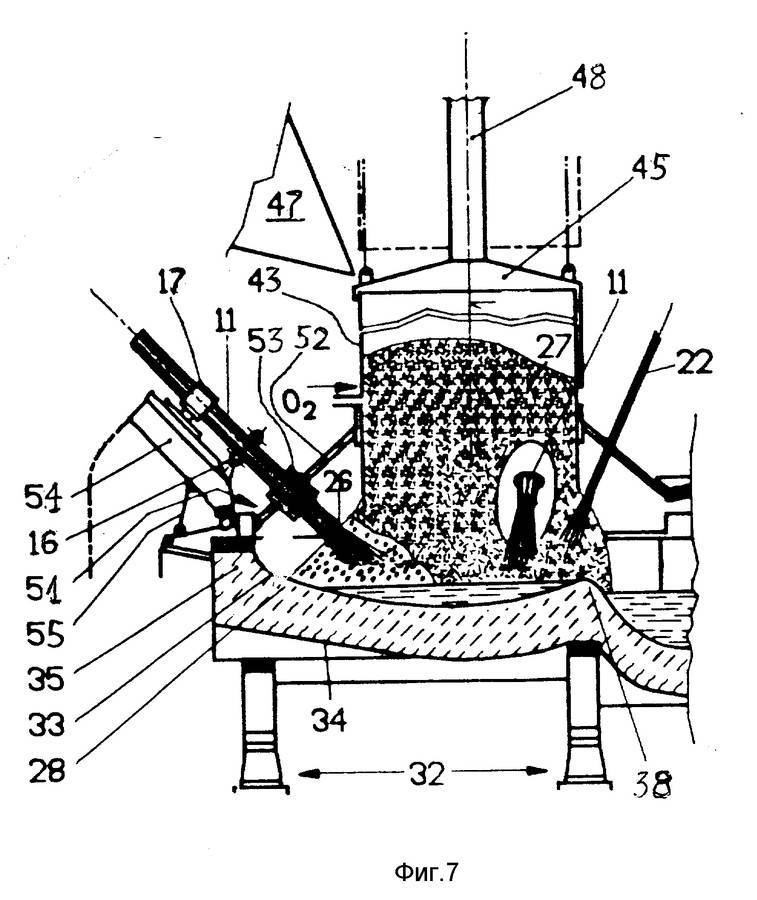
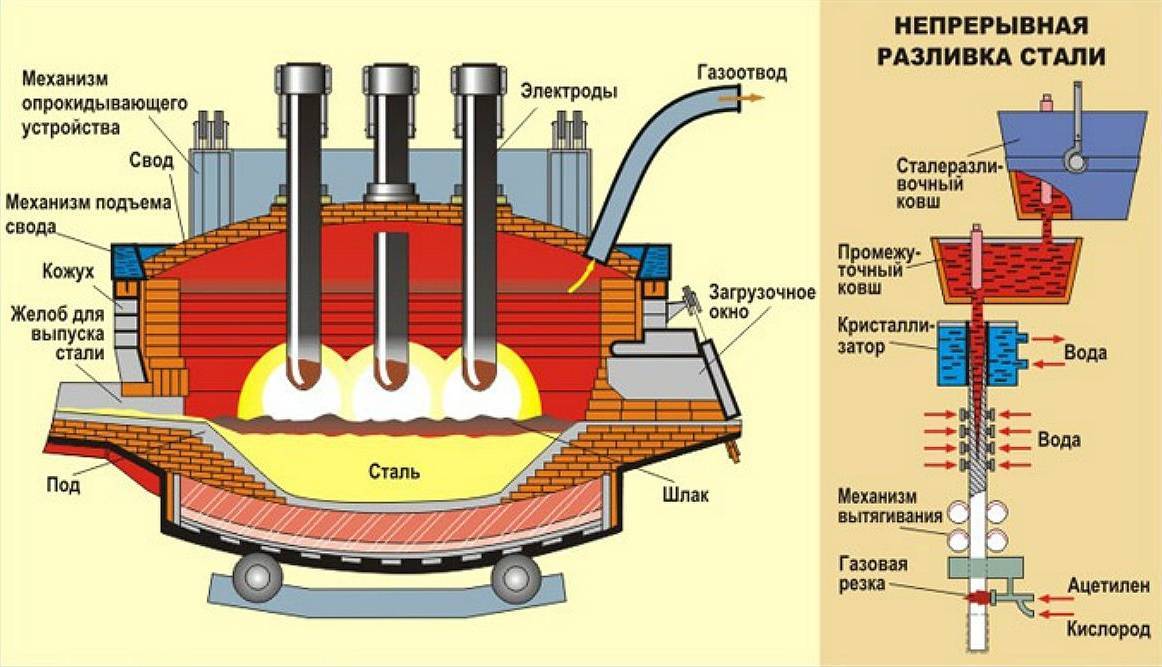
Принцип работы сталеплавильных электродуговых агрегатов
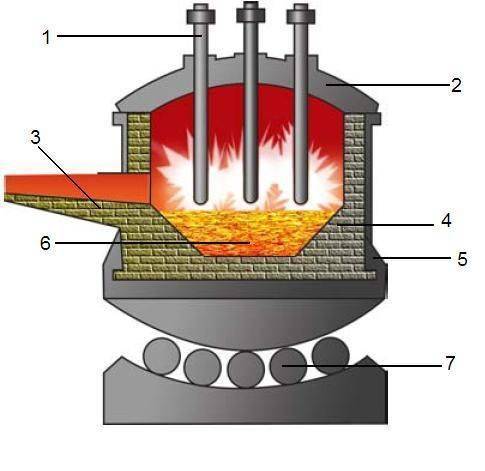
Основной функцией дуговых печей является выделение тепла дуге, за счет высокого скопления электроэнергии. Благодаря этому выполняется плавка металла со значительной скоростью нагрева.


Гореть дуга может как в парах перерабатываемого материала, так и в обычной атмосфере. Самыми востребованными в промышленной сфере являются электродуговые сталеплавильные печи. Для производства стали расходуется вторичное сырье – лом. Процесс его расплавки состоит из нескольких этапов:
- подымается свод;
- загружается в печь шихта с помощью специального крана;
- свод закрепляется на место;
- подается электрическое питание на электроды;
- электропроводники касаются загруженного в агрегат лома;
- образуется межфазное замыкание;
- срабатывает автоматический подъем держателей с электродами;
- происходит загорание электрической дуги.
Таким образом, начинается работа печи, которая происходит при высокой температуре мощности. Состоит она из таких основных стадий:
- Расплавление металлического лома. Накаленная шихта покрывается защитной пленкой, которая преграждает к материалу доступ вредных газов. При этом осуществляется впитывание различных плохо влияющих на качество металла веществ.
- Процесс окисления. Происходит корректировка вредных элементов. В это время повышается температура в агрегате. Ее значение становится на 120 градусов выше установленного для плавки металла предела. Фосфор и сера должны занимать в общем составе не более 0,15 процентов. Также осуществляется контроль уровня водорода и азота.
- Восстановление. С материала устраняются элементы серы, и состав металла доводится до нормативных показателей.
Процесс работы печного устройства во многом зависит от его конструктивных и функциональных особенностей.
Как пользоваться такой печкой?
Следует различать процесс сушки и прокаливания:
- Сушка нужна для удаления лишней влаги, поступающей в электроды из окружающего воздуха. Она допускает использование невысоких температурных режимов, ее цель просто удалить влагу из обмазки. По окончании процесса просушки, процент влажности внутри обмазки электрода должен составлять не более 0.7%.
- Прокалка – это процесс полного удаления влаги при температурах до 200 – 250 градусов Цельсия. Прокаливать электроды допускается не более трех раз, затем обмазка на них начинает крошиться и рассыпается. Подобные расходные материалы отбраковываются и подлежат утилизации, проводить сварочные работы с ними нельзя.
При работе с электродной сушильной печью надо соблюдать основные правила техники безопасности:
- Корпус устройства должен быть заземлен или занулен.
- Перед началом работы следует убедиться, что заземляющий провод надежно присоединен к электропечке.
- Во время процесса сушки или прокалки электродов запрещается прикасаться к работающей установке руками.
- Следует помнить, что устанавливать подобное термическое электрооборудование нужно не ближе, чем в 10 сантиметрах от стены.
Обязательно храните электроды в специальным контейнерах:
Производители
Рынок сталеплавильной электродуговой техники завален предложениями о поддельных, кустарных моделях по низкой цене. Поэтому планируя покупку, найдите в интернете сайт производителей подобной техники и закажите печи напрямую или через официальных дилеров. Покупая агрегаты у непроверенного продавца, вы рискуете приобрести некачественную и недолговечную конструкцию, пускай и за небольшие деньги.
Приведем краткий список компаний производителей электродуговых печей:
- Группа компаний «Thermal Technology» производит разнообразные по конструкции и мощности сталеплавильные агрегаты для лабораторных исследований и металлургической промышленности. Высокотемпературные печи могут проводить плавку в вакууме или при атмосферном давлении. Во всех случаях проводится тщательный контроль состояния воздуха в камере с расплавом. Технику используют не только в сталеплавильной отрасли, она успешно работает при выращивании монокристаллов и для получения оптоволокна.
- Российский производитель, компания «Оптим Толедо» выпускает электрические сталеплавильные печи для промышленных установок под маркировкой «ДППТ» и «ЭШП». Модели «ДППТ» одни из самых мощных промышленных сталеплавийных электродуговых печей. В них собран весь запас конструкторов и эксплуатационников при проведении разработки проекта для плавильных устройств, работающих на переменном электрическом токе. Мощные преобразователи постоянного тока работают для обслуживания печей, модели ДСП.
- Дуговая сталеплавильная печь от Тайваньской компании «LEGNUM» популярная марка производителей на российском рынке. Тиристорные электрические плавильные печи работают не только с металлами. Простота и надежность конструкции позволяет выполнять устройства в 2 вариантах. Они могут поставляться с гидравлической модификацией или редукторной. Отлично подходят для малого и среднего сталеплавийного предприятия с 3уровнем производительности свыше 2000 тонн в течение года.
- С 1989 года на российском рынке успешно работает научно – техническая компания «ЭКТА», специализирующаяся на выпуске термического промышленного оборудования. Научные методы, используемые при разработке и проектировании печей позволяют компании конкурировать с зарубежными производителями, особенно по соотношению цены и качества продукции. Дуговые печи переменного и постоянного тока могут использоваться для производства сплавов алюминия и других металлов.
- Печи от китайской компании «Чжэнчжоу Ланьшо промышленная печь» обеспечивают быструю плавку при пониженной себестоимости работы агрегата. Минимальные габариты при большом объеме загрузки, отличные показатели по теплоотводящим характеристикам и минимальный уровень загрязнения окружающей среды при полной загрузке и плавления шихты – это не полный список достоинств этой техники. Модели «KGPS 200кВт» применяются для производства нержавейки, чугуна, всех видов легированных, жаропрочных и конструкционных сталей. Можно использовать для получения цветных и драгоценных металлов.
Цены указывать нет смысла, они очень быстро меняются. Поэтому, советуем обратиться к производителям напрямую и узнать стоимость на интересующую вас технику.
Принцип работы сталеплавильных электродуговых агрегатов
Основной функцией дуговых печей является выделение тепла дуге, за счет высокого скопления электроэнергии. Благодаря этому выполняется плавка металла со значительной скоростью нагрева.
Гореть дуга может как в парах перерабатываемого материала, так и в обычной атмосфере. Самыми востребованными в промышленной сфере являются электродуговые сталеплавильные печи. Для производства стали расходуется вторичное сырье – лом. Процесс его расплавки состоит из нескольких этапов:
- подымается свод;
- загружается в печь шихта с помощью специального крана;
- свод закрепляется на место;
- подается электрическое питание на электроды;
- электропроводники касаются загруженного в агрегат лома;
- образуется межфазное замыкание;
- срабатывает автоматический подъем держателей с электродами;
- происходит загорание электрической дуги.
Таким образом, начинается работа печи, которая происходит при высокой температуре мощности. Состоит она из таких основных стадий:
- Расплавление металлического лома. Накаленная шихта покрывается защитной пленкой, которая преграждает к материалу доступ вредных газов. При этом осуществляется впитывание различных плохо влияющих на качество металла веществ.
- Процесс окисления. Происходит корректировка вредных элементов. В это время повышается температура в агрегате. Ее значение становится на 120 градусов выше установленного для плавки металла предела. Фосфор и сера должны занимать в общем составе не более 0,15 процентов. Также осуществляется контроль уровня водорода и азота.
- Восстановление. С материала устраняются элементы серы, и состав металла доводится до нормативных показателей.
Процесс работы печного устройства во многом зависит от его конструктивных и функциональных особенностей.
Сфера применения
Первые дуговые печи изобрели еще в девятнадцатом веке. Использовались они для выплавки металлов. Со временем оборудования существенно усовершенствовали. На сегодняшний день дуговые печи стали незаменимыми в металлургической промышленности.
Процесс переплавки стали в дуговых печах осуществляется за счет высокого температурного режима, который достигается посредством электрической дуги. Таким образом, происходит преобразование энергии электрической в тепловую.
Благодаря высоким техническим характеристикам дуговые печи применяют для создания различных сплавов, которые используют в своих нуждах оборонные и авиационные структуры. С помощью такого теплового оборудования можно получить однородные сплавы любых металлов.
Некоторые виды дуговых печей используют для определения физико-химических анализов. Такие исследования в основном проводятся для выявления количества составляющих различных материалов.
Принцип работы
Электрическая печь для плавки металла способна успешно работать на сталелитейном производстве и в домашней мастерской. Принцип работы любой конструкции работающей с использованием электрической дуги разбит на 3 этапа:
Процесса плавки шихтового материала. На этом этапе, поверхность расплава закрывается пленкой, препятствующей поступлению различных вредных газов. Происходит поглощение фосфора, серы и других химических элементов, влияющих на качество стали и сплавов.
Окисления металлов. На этом этапе корректируется содержание в металле вредных веществ. Максимальный уровень фосфора или серы, не должен превышать 0,15% от общей массы
Для формирования марки сталей важно обеспечить корректировку содержания в ней азота, водорода. Уровень температуры в печи на этом этапе поддерживается выше предела плавления основного вещества на 1200
В качестве окислителя используется кислородный или слой окалины.
Этапа восстановления. В этот период удаляются серные включения, и структура металла доводится до заданного уровня по содержанию легирующих добавок и углерода.
Это общий принцип работы печей, но в зависимости от вида приборов, печь будет работать по определенной схеме. Разберем этот вопрос подробнее.
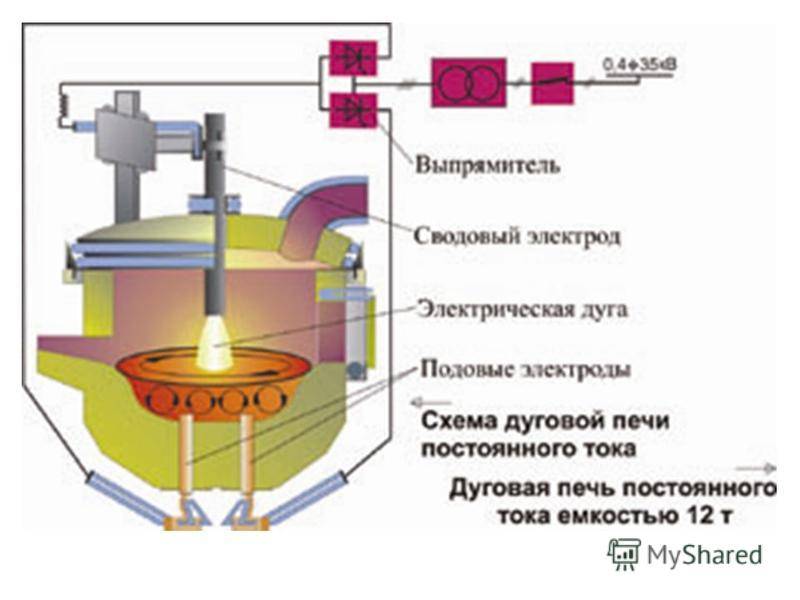
Постоянного тока
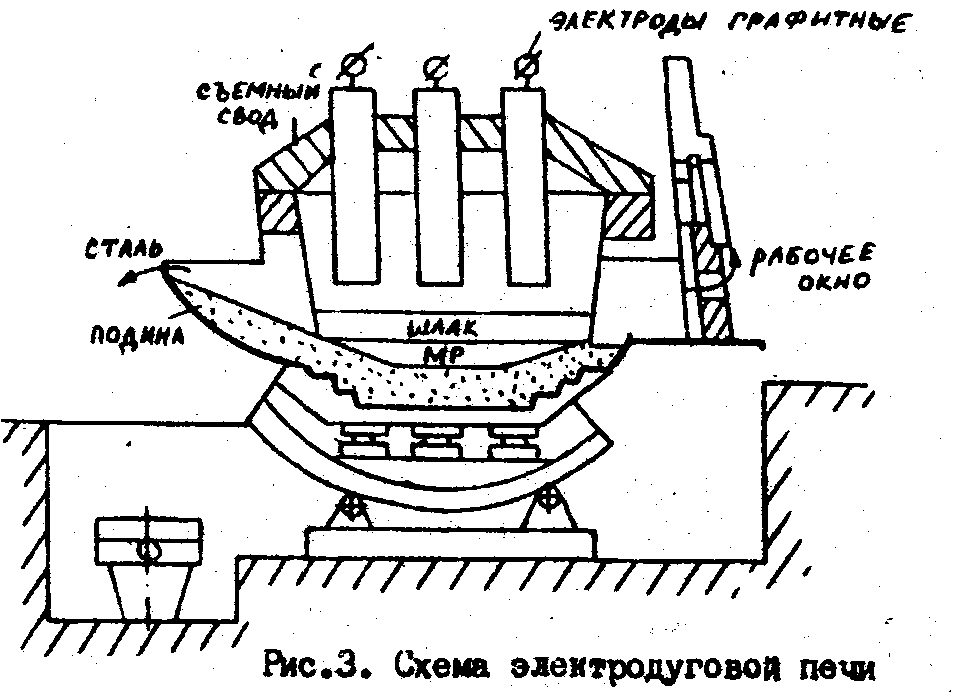
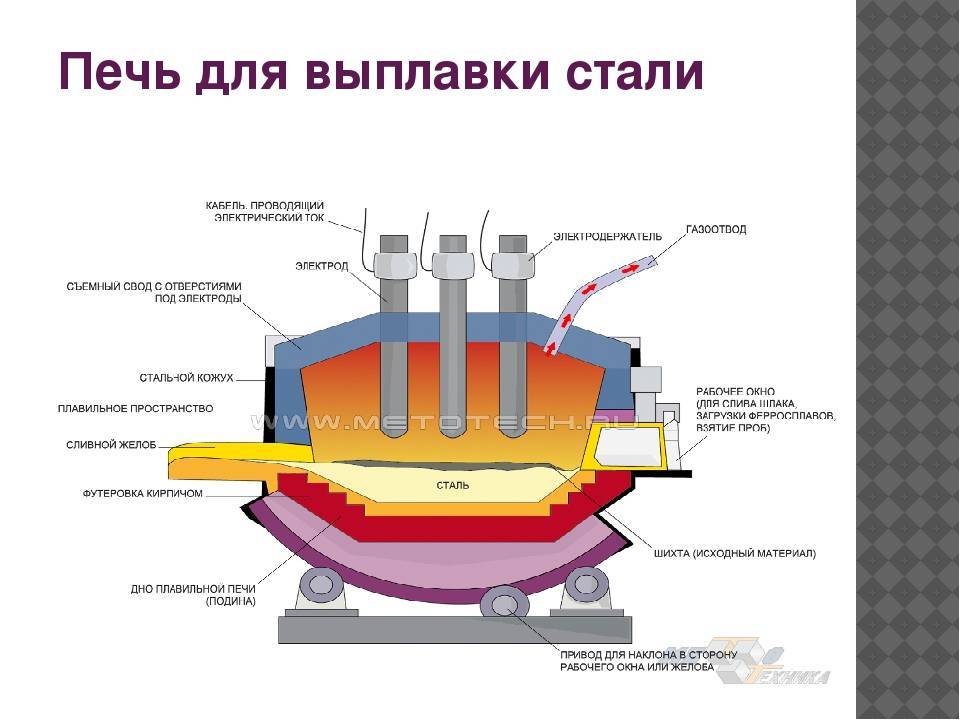
Электродуговые печи постоянного тока – устройства для использования в литейном деле и металлургической промышленности. С помощью поддержания дуги по центру увеличивается срок службы внутреннего слоя огнеупорных кирпичей в камере нагрева металлов. Такая работа приводит к экономии электроэнергии, повышению уровня производительности печей. Такие устройства состоят:
- наружного корпуса камеры нагрева металлов,
- свода из огнеупорного материала,
- нагревательного электрода, который монтируется в своде,
- в поде камеры установлены 2 электрода,
- три мощных электромагнита для корректировки положения электродуги,
- системы контроля над работой установки. В нее входят термодатчики, термопары и другое оборудование для управления процессом. Термопары устанавливают в верхней полости свода, над верхним пределом расплавленного металла, на минимальном расстоянии в 500 мм,
- блока управления электромагнитами,
- установлен дополнительный источник тока, с напряжением в 24 В.
Электромагниты удерживают дугу на центре камеры. Они устанавливаются так, чтобы угол отклонения по осям не составляло более 1200.
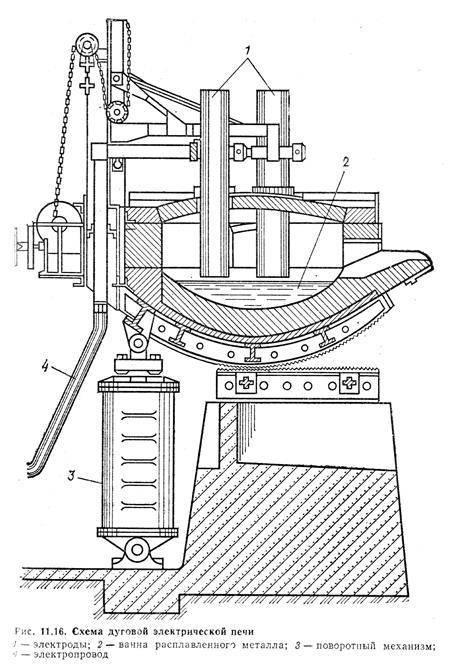
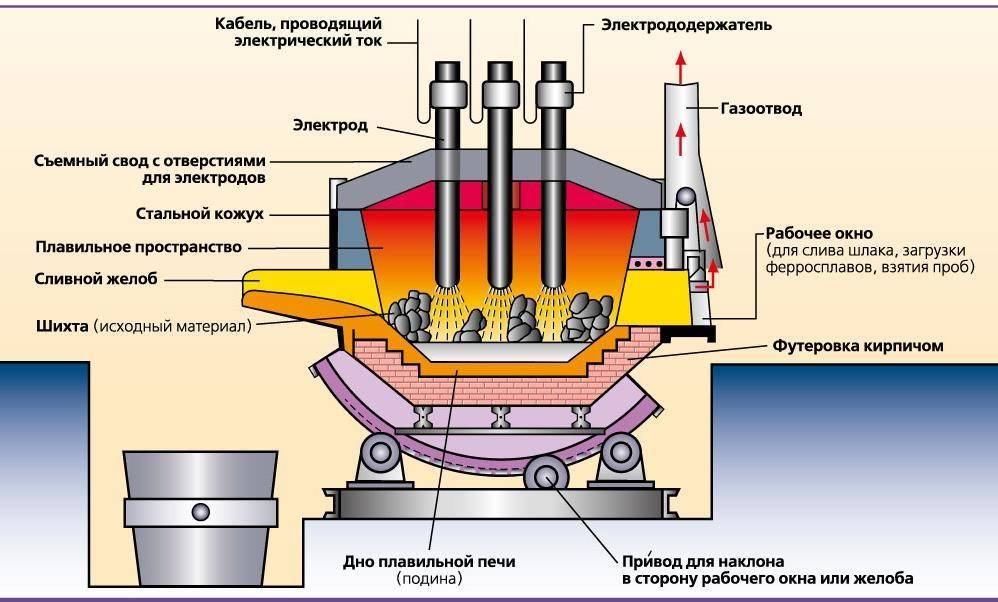
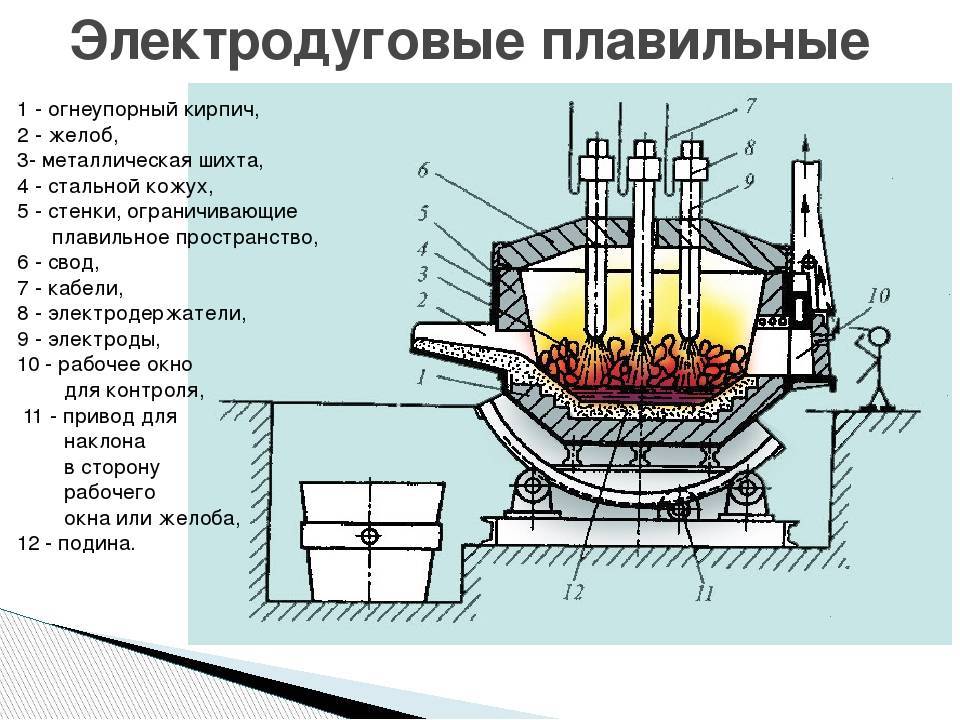
Переменного тока
Дуговые печи переменного тока – их принцип действия основан на пронизывающем эффекте переменного магнитного потока, который проходит через замкнутый контур камеры. В нее помещены материалы, которые под действием магнитного поля расплавляются. Внутренняя камера заключена в металлический корпус из жаропрочной стали. Все внутреннее пространство до определенного уровня заполняется расплавленным металлом с легирующими добавками.

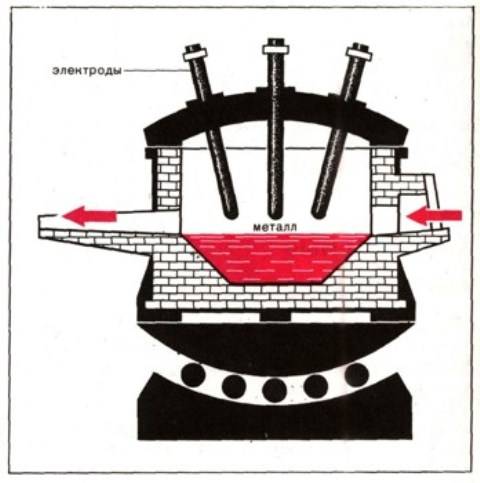

Сталь доводится до определенной температуры, проходит все три этапа приведенные выше и после окончания процесса плавки выводится в отдельный канал. При выпуске металла из печи, ток размыкается и расплавленная, готовая сталь сливается в ковши.
Особенности эксплуатации
Работа на таких печах в первую очередь требует соблюдения правил ТБ и охраны труда. Весь цикл работ выполняется в несколько основных этапов:
- В первую очередь перед началом работ осматривается состояние огнеупорных кирпичей на своде и поде печи. Все пострадавшие или поврежденные участки ремонтируются. Обязательна проверка исправности системы вентиляции и водяного охлаждения.
- Завалка шихты. Для завалки современных производственных установок используется верхняя система с помощью загрузочных бадей или специальной завалочной машины с ковшом. Такую технику применяют для внесения легирующих добавок или необходимых компонентов для корректировки состава металла в период плавки. На дно пода укладывается мелкий лом, так удается избежать повреждения огнеупорных кирпичей при выполнении этой операции.
- Для раннего образования шлака и защиты ванны от вредных газов в состав шихты добавляется 2% извести от весы полной загрузки камеры.
- Печь закрывается сводом с электродами и на них подается питание.
- На этапе выполнения плавки стали может произойти внезапная поломка одного или нескольких электродов. В основном это происходит при недостаточной проходимости электрического тока, при несоблюдении минимального зазора от кончика электрода до верхней кромки шихты.
- Регулировка мощности и скорости плавления осуществляется, если изменить положение нагревательного элемента. Тогда изменяется длина электрической дуги. Изменяется нагрузка и при повышении или понижении величины нагрузки поступающего тока.
- Шихта расплавилась, образовался слой шлаков и расплава металла. Шлак удаляется по специальному каналу на протяжении всего периода работы печи. Это способствует удалению вредных веществ из состава стали. Для этого слой шлака вспенивают с помощью углеродосодержащих материалов, которые прерывают работу электрической дуги.
- Периодически проводится забор пробы и проведение лабораторного анализа по составу и готовности стали. В домашних условиях эту операцию придется выполнять на глаз. При необходимости можно визуально контролировать ход работы через специальную полость, которая может служить и как леток для добавления и корректировки качества стали или других видов металлов или сплавов.
- После готовности материала, его выводят через специальные каналы в стальной ковш или выпуск производится при наклоне корпуса печи.
- После окончания работ выключается питание. Работа и производство одной закладки шихты окончена. Поверхности очищаются от налета и дефектов после остывания печи и только после этого можно производить следующую плавку.
Такая работа должна выполняться на любом предприятии, независимо от размера или объема печи.
В заключение greendom74.ru еще раз напоминает основную мысль статьи:
Не старайтесь сэкономить на покупке дорогостоящей техники. Никогда не обращайтесь к неизвестным поставщикам и не покупайте технику по акции или распродаже на незнакомом сайте – однодневке. Так вы не только сэкономите средства, но и получите качественную и долговечную технику.
Уникальный инструмент
Вам будет интересно:Медный порошок: производство, назначение и применение
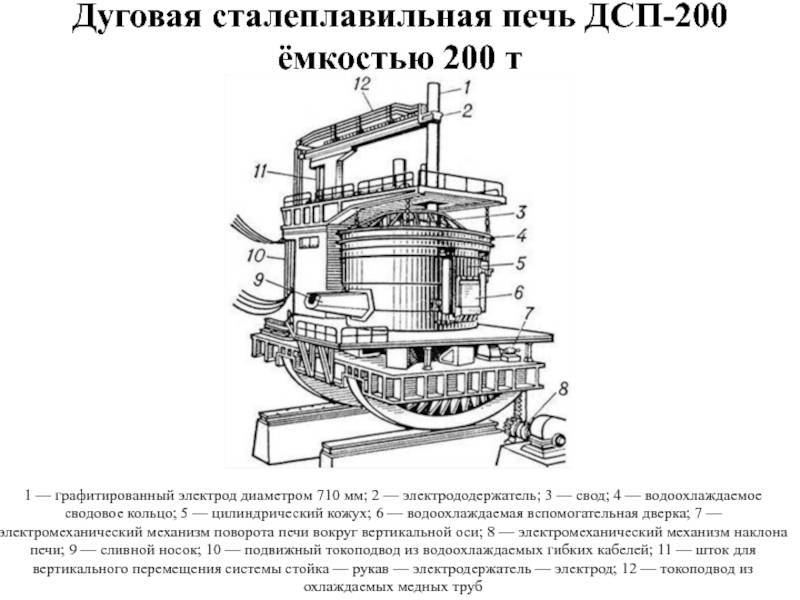
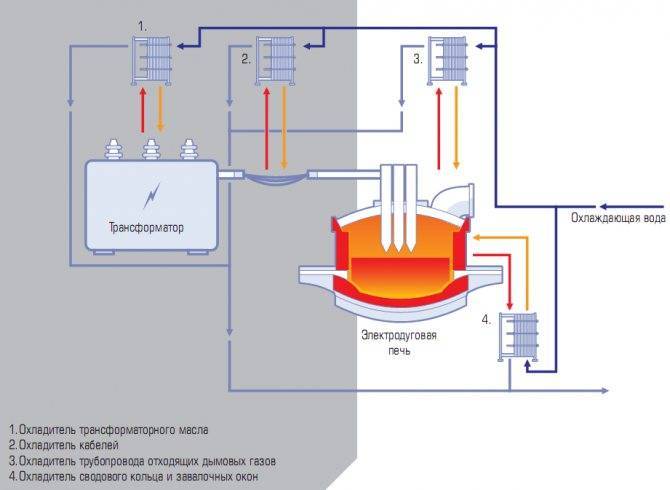
Типичная дуговая сталеплавильная печь ДСП 3 питается от трехфазного источника и поэтому имеет три электрода. В них расположено круглое сечение и, как правило, сегменты с резьбовыми соединениями, так что по мере износа можно добавлять новые элементы.
Дуга образуется между заряженным материалом и электродом. Заряд нагревается как током, проходящим через него, так и излучаемой энергией, выделяемой волной. Температура достигает около 3000 °C (5000 °F), в результате чего нижние секции электродов светятся лампами накаливания при работе дуговой сталеплавильной печи.
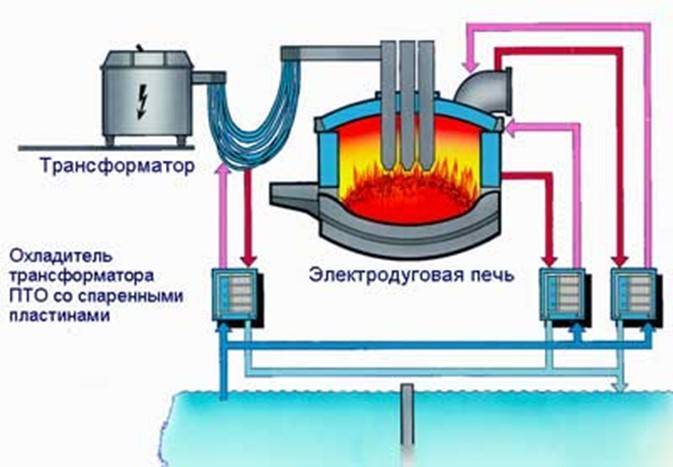
Элементы автоматически поднимаются и опускаются системой позиционирования, которая может использовать любую электрическую лебедку, подъемники или гидравлические цилиндры. Регулирование поддерживает приблизительно постоянный ток. А какая мощность потребляется дуговой сталеплавильной печью? Она поддерживается постоянной во время плавления заряда, даже несмотря на то что лом может перемещаться под электродами при его плавлении. Мачтовые рукава, удерживающие элемент, могут либо нести тяжелые шины (которые могут быть полыми медными трубами с водяным охлаждением, подводящими ток к зажимам), либо «горячими рукавами», где вся верхняя часть несет заряд, увеличивая эффективность.
Последний тип может быть изготовлен из покрытой медью стали или алюминия. Большие кабели с водяным охлаждением соединяют шины или кронштейны с трансформатором, расположенным рядом с печью. Подобный инструмент устанавливается в хранилище и охлаждается водой.
Основные причины выбора ротационной печи
Идеальная продукция.
Всем известно — чтобы пекарня была успешной и приносила стабильный доход, выпускаемые изделия должны продаваться.
Требования к хлебобулочной и кондитерской продукции просты: соответствие нормам пищевой безопасности, свежесть ингредиентов, высокие вкусовые качества, презентабельный внешний вид. Последний фактор играет, порой, решающую роль. Особенно, когда речь идет о новинках. Перед тем, как потребитель попробует новый товар, он должен захотеть его купить.
Хлеб, батоны, сдобы, слойки, пирожки в ротационной печи, благодаря непрерывному вращению загрузочной тележки, пропекаются и подрумяниваются со всех сторон
Тесто приобретает аппетитный золотистый цвет и глянцевый блеск, поднимается, становится пышным.
Такие изделия привлекают внимание даже тех, кто уже сыт, а потрясающий аромат буквально заставляет покупателя взять гораздо больше, чем он планировал.
Оптимальная производительность.
Ротационная печь подойдет и небольшим и крупным предприятиям. Все зависит от модели
Производительность варьируется от 30 кг в час до 180 и более, чего хватит даже хлебозаводам.
Загружается она противнями и формами, поэтому производительность оборудования можно увеличивать самостоятельно, выпекая, к примеру, в большем объеме мелкоштучную продукцию.

Удобная работа.
Проблем в работе с ротационной печью не возникает никогда. В конструкции предусмотрена простая и понятная панель управления, с помощью которой в считанные секунды задаются все необходимые параметры, а также производится их регулировка.
Практически в каждой печи имеется система автоматического пароувлажнения, обязательная для получения мягкой и пышной выпечки.
Кроме того, все фронтальные детали термоустойчивы и не нагреваются — это значит, что персонал будет защищен от ожогов, а для быстрого устранения горячего пара при открывании двери включается вентилятор, расположенный на вытяжном навесе.
Камера в печи освещается, весь процесс выпечки хорошо видно через двойное стекло. Чтобы контролировать работу достаточно подойти к двери, но не открывать.
Опытные пекари знают, что загрузив камеру тележкой с заготовками, до того как сигнал оповестит об окончании выпечки, можно приготовить начинку, замесить новую порцию теста, в общем, заняться куда более важными делами, чем дежурство у печи. Умная техника не допустит подгорания и не испортит ни одну буханку.

Расширенная комплектация.
Универсальное оборудование, занимающее минимум места, — мечта любого мастера от кулинарии. Пекарям в этом плане повезло. Два важнейших процесса в производстве хлебобулочных изделий могут проходить одновременно и в одном аппарате. На рынке появились ротационные печи с расстойным шкафом.
Расстойка, то есть насыщение заготовок углекислым газом, нужна для того, чтобы восстановить текстуру теста после формовки и округления. В течение некоторого времени изделия «отдыхают», вновь становятся пышными, подготавливаются к выпечке.
Ротационная печь с расстойным шкафом — оборудование для хлебобулочной продукции, которого ждали долго. Вместо весьма неудобного перемещения по кухне подносов с заготовками после расстойки к пекарской печи нужно лишь перенести их из одной секции аппарата в другую. Экономия времени и места очевидна.

Выпечка на любой вкус.
Универсальность ротационной печи проявляется не только в возможной комбинированной конструкции. Подходит эта печь для выпечки самой разной хлебобулочной продукции от русского хлеба и итальянской чиабатты до французского багета и круассанов (чем, кстати, заслужила славу незаменимого оборудования для французской выпечки). В ней предусмотрены режимы выпечки слоеного, бисквитного, песочного, сдобного и даже крутого теста.
Ротационная печь, как было сказано выше, загружается противнями и формами, а потому Вы не ограничены в производстве — длинные багеты и миниатюрные профитроли получаются одинаково вкусными. Интересно, что за один цикл выпечки можно приготовить сразу несколько видов изделий.
Кислородные элементы
Вам будет интересно:Монтаж шинопровода: технология, оборудование, техника безопасности
Печи переменного тока обычно имеют рисунок горячих и холодных пятен по периметру очага, расположенных между электродами. В современные устанавливают кислородно-топливные горелки в боковой стенке. Используют их для подачи химической энергии в минусовые зоны, что делает нагрев стали более равномерным. Дополнительная сила обеспечивается путем подачи кислорода и углерода в печь. Исторически это делалось при помощи копий (полых труб из мягкой стали) в дверце шлака, теперь это в основном делается при помощи настенных инжекционных блоков, которые объединяют кислородно-топливные горелки и системы подачи воздуха в один сосуд.
Современная сталелитейная печь среднего размера имеет трансформатор с номинальной мощностью около 60 000 000 вольт-ампер (60 МВА), со вторичным напряжением от 400 до 900 и током, превышающим 44 000. Ожидается, что в современном цехе такая печь произведет 80 метрических тонн жидкой стали примерно за 50 минут от загрузки холодного лома до выпуска.
Для сравнения, основные кислородные печи могут иметь мощность 150–300 тонн на партию или «нагревать» и выделять тепло в течение 30–40 минут. Существуют огромные различия в деталях конструкции печи и ее эксплуатации, в зависимости от конечного продукта и местных условий, а также от проводимых исследований для повышения эффективности установки.
Самая большая, предназначенная только для лома (с точки зрения массы ответвления и номинальной мощности трансформатора), представляет собой устройство постоянного тока, экспортированное из Японии, с массой отвода 420 метрических тонн и питаемое восемью трансформаторами 32 МВА для общей мощности 256 МВА.
Для производства тонны стали в электродуговой печи требуется приблизительно 400 киловатт-часов на короткую величину или около 440 кВт-ч на метрическую. Теоретическое минимальное количество энергии, необходимое для плавки стального лома, составляет 300 кВт-ч (температура плавления 1520 °C / 2768 °F). Поэтому для 300-тонного ЭДП мощностью 300 МВА потребуется около 132 МВтч энергии, а время включения составляет приблизительно 37 минут.
Производство стали с использованием электрической дуги экономически выгодно только при наличии достаточного количества электроэнергии с хорошо развитой сетью. Во многих местах мельницы работают в непиковые часы, когда коммунальные услуги имеют избыточную мощность производства, а цена на счетчик ниже.





