
Принцип действия
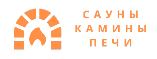
Принцип работы мартеновской печи основан на любопытном свойстве сплавов, называемых эвтектическими или просто эвтектиками. Иногда эвтектики называют твердыми растворами, но это неверно. В растворе вещества смешиваются на молекулярном или субмолекулярном (кластерном) уровне, а микроструктура эвтектик хорошо видна под обычным оптическим микроскопом. Эвтектики широко используются в промышленности и в быту: латунь, бронза, свинцово-оловянные припои это эвтектические сплавы 2-х и более металлов. Чугун и простая конструкционная сталь представляют собой эвтектики железа и углерода, а легированная сталь – сложную эвтектику их же с легирующими присадками, см. рис.
Микроструктуры чугуна и сталей
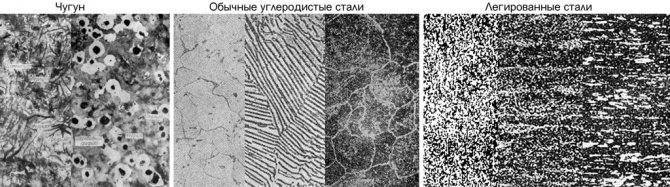
Пьер Мартен для своей печи использовал то обстоятельство, что температура плавления эвтектики всегда ниже, чем таковая ее компонент. Типичная зависимость температуры плавления простой эвтектики из 2-х металлов в зависимости от содержания в сплаве того и другого качественно показана на рис.:
Зависимость температуры плавления эвтектического сплава двух металлов от соотношения содержания компонент
Сравните, к примеру: температура плавления олова 230 градусов Цельсия, свинца 330 градусов, а припоя ПОС-61 для пайки компонент радиоэлектроники, состоящего из (60…62)% олова (остальное – свинец) – 190 градусов. Объясняется это тем, что при нагреве начинается взаимная диффузия компонент в микрогранулах и образуются микроскопические капельки из настоящего раствора, быстро растворяющего в себе весь слиток. При остывании расплава ниже критической для эвтектики температуры расплав также быстро застывает, разделяясь на микрогранулы компонент.
Пьер Мартен, как опытный металлург, знал, что температура плавления чугуна существенно ниже таковой стали и тем более чистого железа (1539 градусов), см. табл. ниже. Знал и о том, что литейная температура должна быть выше температуры плавления, иначе качественной отливки не получится. Также Мартен задался целью в процессе плавки удалить из расплава металлургические яды: серу, фосфор, кремний. Их наличие в стали вызывает ее красноломкость – хрупкость при горячей ковке и неудовлетворительную вязкость катаных и кованых холодными изделий.
| Литейные сплавы | Температура, градусов Цельсия | |
| плавления | заливки в литейные формы | |
| Серый чугун (обыкновенный) | 1150-1260 | 1280-1400 |
| Белый чугун | 1150-1350 | 1380-1450 |
| Сталь литая углеродистая | 1420-1520 | 1500-1600 |
Но главные препятствия, которые предстояло преодолеть Мартену – нижний и верхний температурный пороги. В мелком диверсифицированном металлургическом производстве плавильная не может быть непрерывно действующей, как доменная. В зависимости от конъюнктурных обстоятельств печь может быть остановлена и законсервирована, а затем возникнет необходимость быстро запустить печь и провести плавку. Если же при последующем запуске температура расплава упадет ниже 1200 градусов, произойдет насыщение расплава газами и весь металла пойдет в брак.
Верхний температурный порог в 1500 градусов определяется также тактико-экономическими соображениями. Ниже нее возможно обойтись сравнительно недорогим и доступным шамотом; выше – нужны более жаростойкие огнеупоры, во Франции того времени 100% импортируемые.
Мартен решил эту головоломку, во-первых, взяв за основу шихты чугун, жидкий прямо из домны или передельный привозной в чушках, в смеси со скрапом – стальным металлоломом. Во-вторых, снабдив отражательную пудлинговую печь факельным нагревом с избыточной подачей воздуха и регенераторами тепла, действующими по принципу доменных кауперов. Решение, прямо говоря, далекое от гениальности; скорее, технически за уши притянутое. Но в конце концов Мартен получил печь, в которой возможно было наладить производство стали заданного качества, вплоть до легированной, как крупномасштабное на хорошо оснащенном металлургическом предприятии, так и от случая к случаю в полукустарных условиях.
Мартеновское и немартеновское производство стали
Человек для обеспечения своих потребностей использует самые различные материалы. И к их числу, несомненно, принадлежат металлы. Ведь сейчас практически невозможно найти такую область жизнедеятельности человека, в которой они отсутствовали. А делятся металлы на несколько основных групп: цветные, благородные и черные.
Группа черных металлов включает в себя хром, марганец и, конечно же, железо с его многочисленными сплавами. И именно сплавы железа являются основой современной техники. И хотя сейчас появляются новые керамические и полимерные материалы, им еще не скоро удастся заменить старую добрую сталь и чугун.
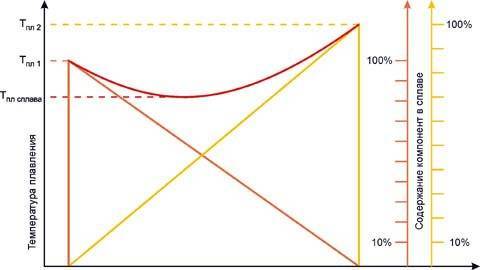
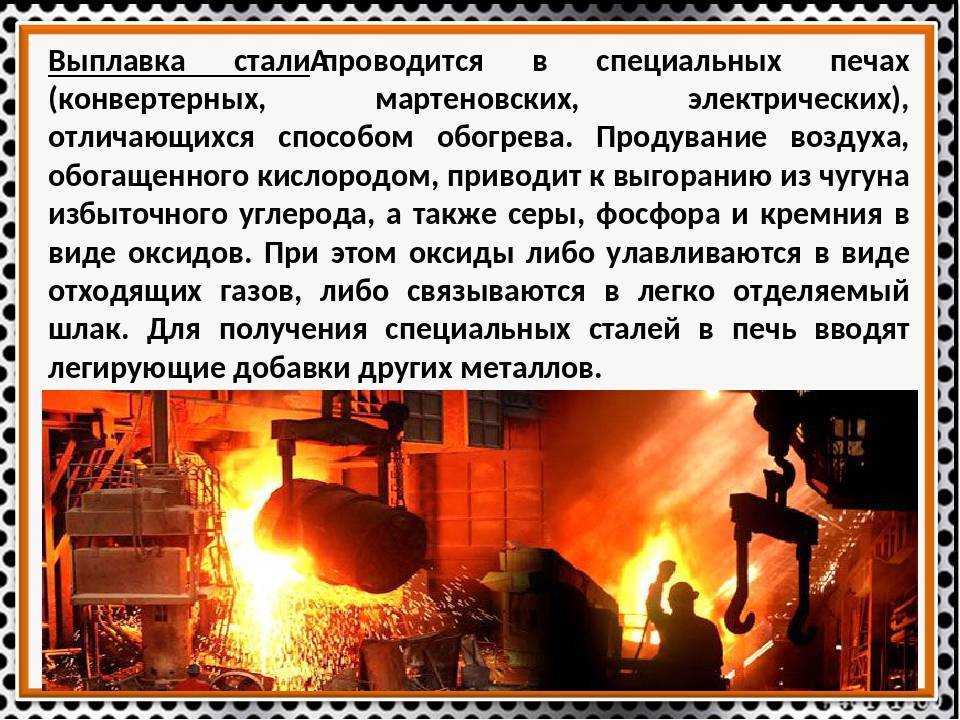
Сталью называют сплав железа с углеродом, и содержание углерода в этом сплаве не должно превышать 2,14%. Если его содержание выше этой цифры, то этот сплав уже является чугуном. Получают сталь из чугуна или из металлолома в различных сталеплавильных печах на предприятиях металлургии. И одним из самых старых и уже устаревших процессов является производство стали в мартеновских печах. Его принцип состоит в том, что чугун и металлический лом перерабатывают в отражательной печи. Чтобы расплавить твердые шихтовые материалы и нагреть сталь до необходимой температуры, а также компенсировать значительные тепловые потери, требуется дополнительное тепло. Его получают путем сжигания топлива в струе очень сильно нагретого воздуха.
Чтобы процесс сгорания топлива давал максимальный эффект и на производство стали затрачивалось меньше энергии, нужно, чтобы это топливо сгорало именно в рабочем пространстве. Для этого воздух в печь подается в большем, чем необходимо, количестве. Это соответственно создает в ее атмосфере переизбыток кислорода. Также в этой атмосфере присутствует кислород, который образовался в результате разложения воды и углекислого газа при высоких температурах. Таким образом, в рабочем пространстве печи образуется переизбыток кислорода, который способствует окислению железа и других элементов шихты. В результате этого окисления образуется много оксидов различных металлов. Они вместе с примесями и частицами разрушающейся футеровки образуют шлак. Этот шлак легче стали, и он покрывает ее во время плавки. Поэтому производство стали мартеновским способом постепенно заменяется новыми технологиями.
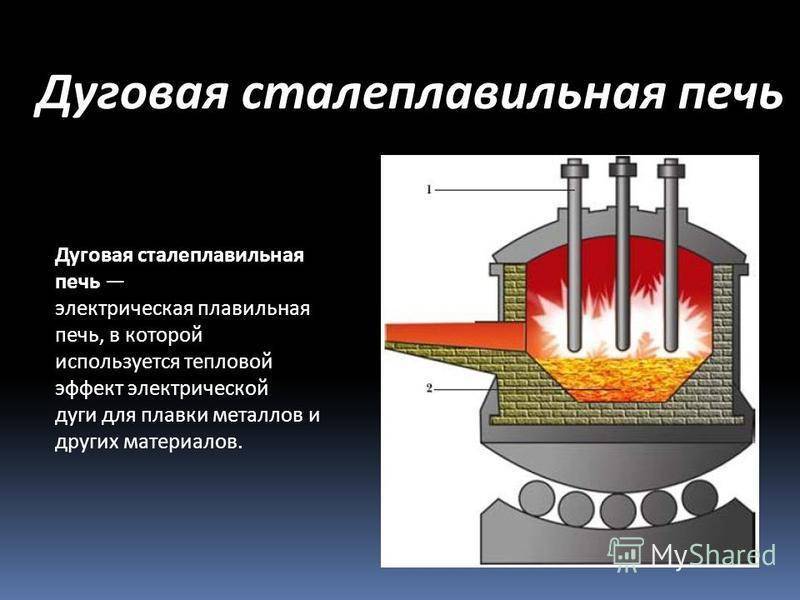
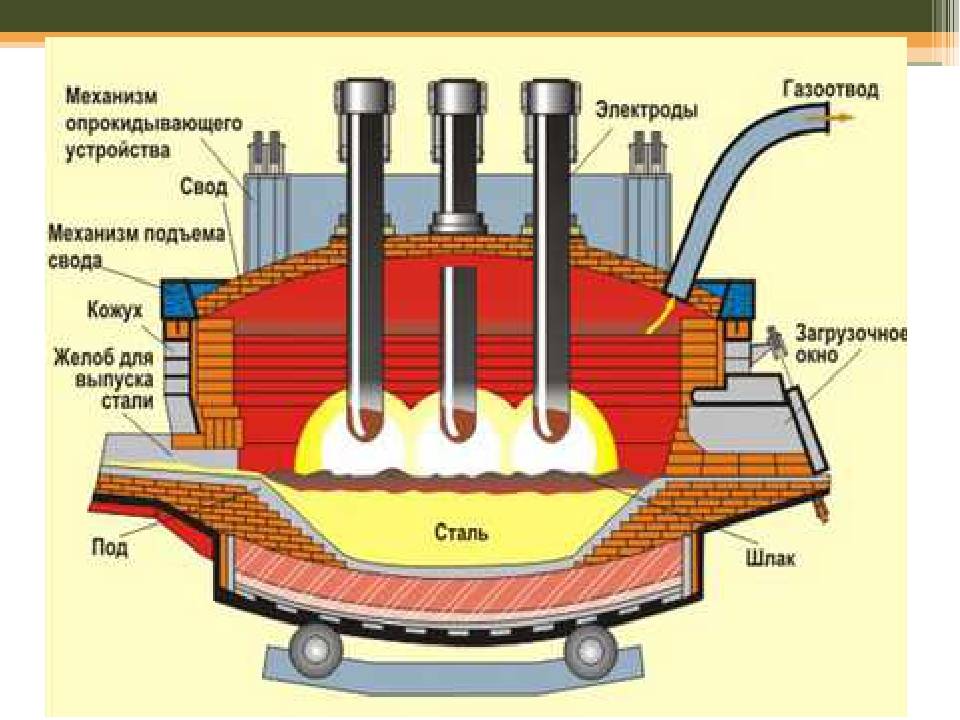
В особенности это касается тех марок сталей, которые содержат много компонентов. Их процентное содержание нужно выдерживать очень строго. К таким сталям относится и всем известная нержавейка. И производство нержавеющей стали — это достаточно сложная задача, решить которую мартеновским методом очень трудно. При этом углерода в нержавейке содержится очень мало, и это еще более усложняет задачу. И для выплавки нержавейки и других подобных марок часто используют электродуговые печи. Они могут иметь различную мощность и емкость. Источником тепла в такой печи служит электрическая дуга. Она возникает между электродами и шихтой или жидким металлом, после того как на них подается ток необходимой силы.
Дуга эта является потоком электронов, паров металла, шлака и ионизированных газов. Ее температура превышает отметку в 3000 градусов. Она может возникать как от приложения постоянного, так и переменного тока. Но в электродуговых печах используется только переменный ток. Поначалу, пока металл в печи хорошо не прогрелся, дуга в ней при смене полярности на электродах гаснет. Но потом, когда шихта полностью расплавится и ванна покроется ровным слоем шлака, дуга эта стабилизируется и начинает гореть ровно. Далее производство стали в такой печи протекает без осложнений.
Для плавки металлов используют также и индукционные печи. Принцип их действия такой: переменное магнитное поле возбуждает в металле электрический ток, при этом выделяется тепло, которое используется для переплавки этого металла. А источником магнитного поля в такой печи является индуктор. Поизводство стали в индукционной печи имеет несколько преимуществ по сравнению с электродуговой печью. Во-первых, в ней есть возможность для более точной регулировки температуры плавки, и она дает более высокий КПД. А во-вторых, отсутствие электрических дуг и электродов в такой печи дает возможность получать в ней низкоуглеродистые стали
Плавка в индукционной печи дает такжне и низкий угар легирующих элементов, что очень важно при выплавке сложной легированной стали
Производство стали в мартеновских печах — Справочник металлиста
По конструкции мартеновские печи делятся на:
- стационарные;
- качающиеся.
Стационарные печи получили наибольшее распространение.
Качающиеся печи преимущественно распространены в литейных цехах машиностроительных заводов, когда необходимо выпускать металл отдельными порциями или скачивать большое количество шлака.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55 – 75%), скрапа и железной руды. Процесс применяют на металлургических заводах, имеющих доменные печи;
- скрап-процесс, при котором шихта состоит из стального лома и чушкового передельного чугуна (25 – 45%). Процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома.
Что такое мартеновская печь?
Печь мартеновского типа – это особая металлургическая установка, в которой из лома железа и чугуна получается сталь.
С помощью конвективных потоков раскаленной газовоздушной смеси происходит сам процесс нагревания, а также дальнейшего плавления материала.
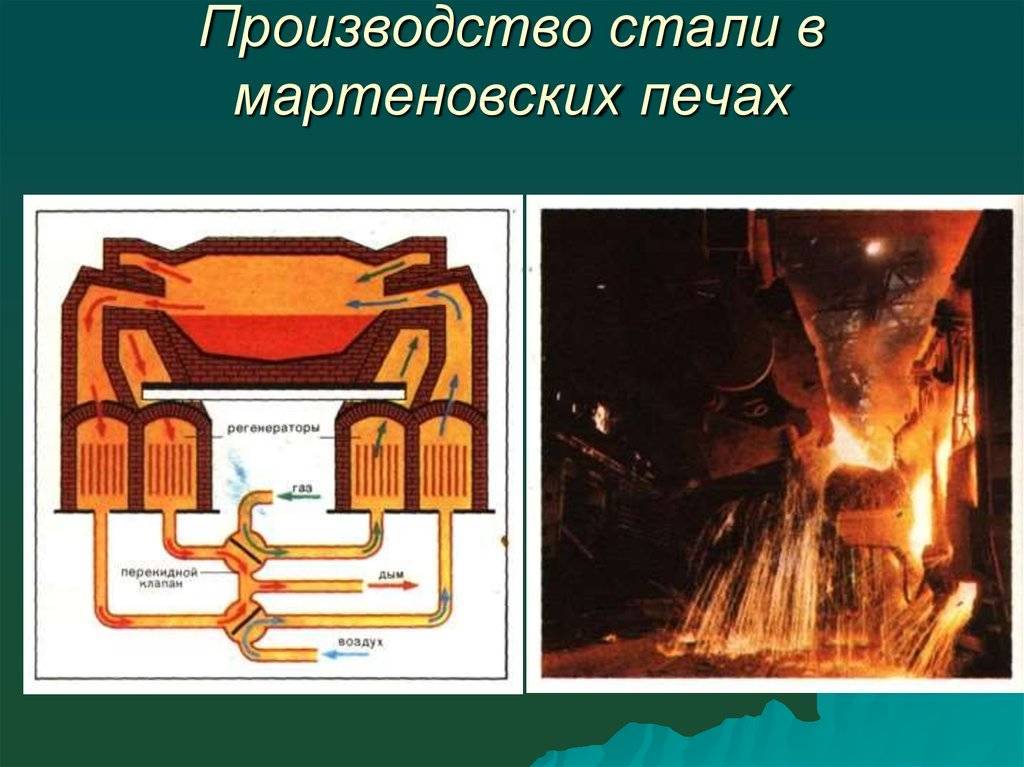
Ниже представлено фото мартеновской печи и сталевара, обслуживающего ее, а также контролирующего процесс выплавки металла:
Фото 1
Фото 2
Фото 3
История появления
Изобрел мартеновскую печь французский металлургический инженер Пьер Эмиль Мартен в 1864 году. С того времени – это официальная дата изобретения мартеновской печи.






Во второй половине XIX века мартеновские установки стали настоящим прорывом в сталелитейном производстве.
В России первые мартены появились в 1870 году на Сормовском заводе под Нижним Новгородом. В их создании принимал активное участие инженер А. Износков.
Благодаря интенсивному развитию промышленности в СССР, в 30-ые годы XX века, к началу Великой Отечественной войны этот комбинат стабильно обеспечивал советскую армию запасными деталями, частями корпусов из стали и чугуна для военной техники.
Устройство
Основными элементами, представляющими устройство мартеновской печи, являются:
- Корпус, состоящий из передней и задней стенок, а также ее свода.
- Головки, оснащенные каналами, расположенными вертикально. Через них происходит газовый обмен рабочей камеры с внешней средой, а также подается топливо.
- Шлаковики воздушного и газового типа, в них происходит сбор и накопление крупнофракционной плавильной пыли.
- Регенераторы, которые обеспечивают стабильную температуру подаваемого газа и воздуха, за счет тепловой энергии, выходящей из рабочей камеры.
- Труба для отвода дыма и газов.
- Котел-утилизатор.
- Реверсивно-регулирующие клапаны, их функция состоит в выведении продуктов сгорания, а также в правильной подаче газового топлива и воздуха в камеру.
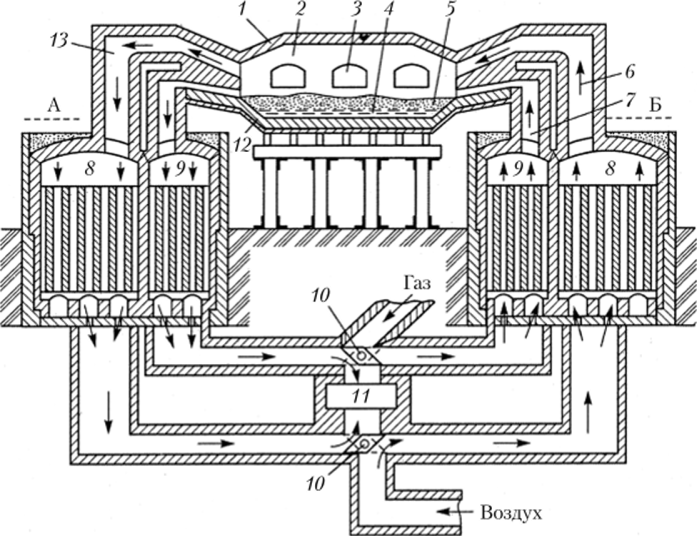
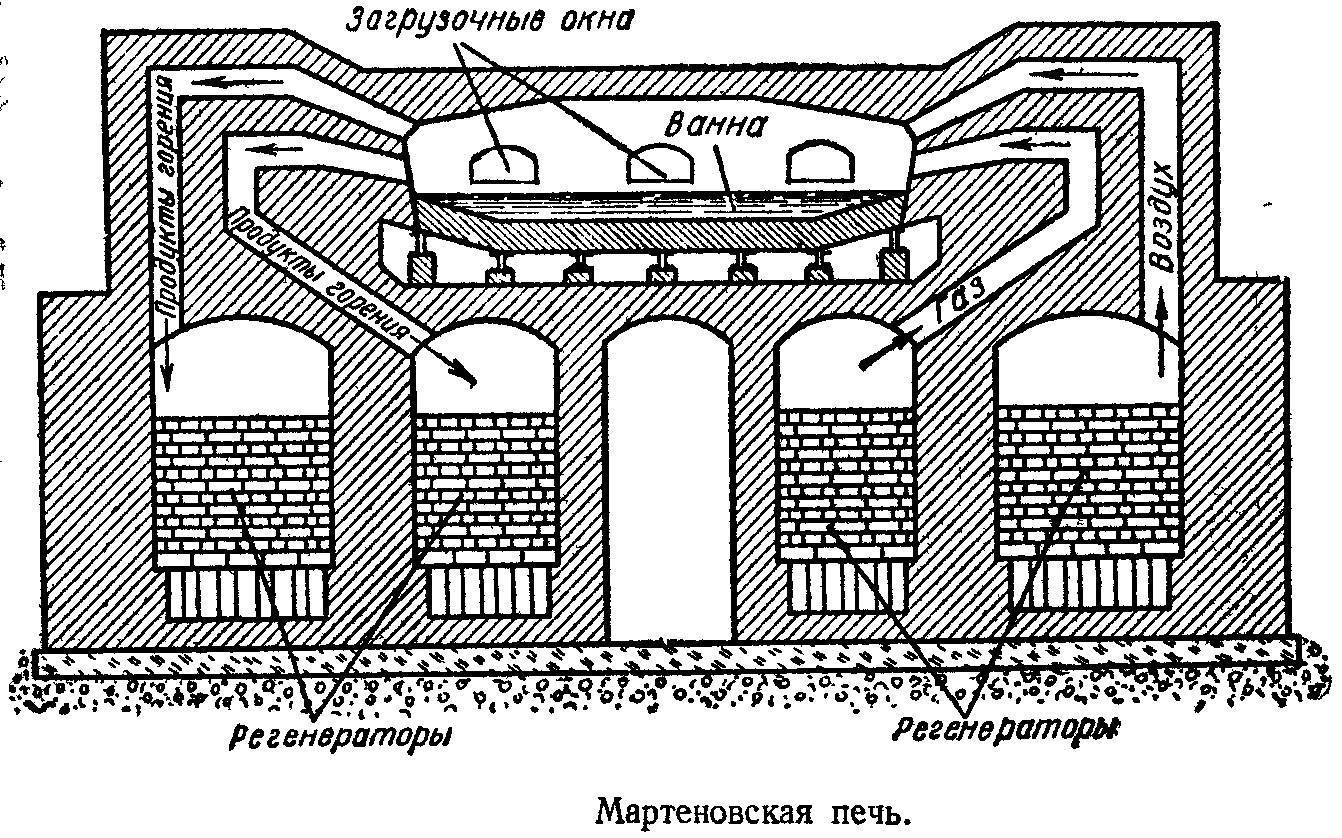
Ниже приведены типовые схемы мартеновских печей:
Принцип работы
Мартеновская печь – это пламенный отражающий механизм, который действует по принципу регенерации металла. В рабочем пространстве происходит сжигание природного газа или мазута.
Температура в мартеновской печи может достигать 18000 градусов Цельсия. Такой высокий уровень температуры поддерживается с помощью регенерации тепловой энергии печных газов.
Описание принципа работы:
- Подогретый до 1200 – 1250 градусов газ, попадает в рабочую камеру, где происходит процесс его смешивания с топливом. Возникающий факел направляется на закладку шихты и происходит выплавление металла из нее.
- В свою очередь, отработанные газы, в смеси с шихтовой пылью, удаляются через дымоход в атмосферу, подвергаясь фильтрации в регенераторе. По завершении цикла, с помощью клапанов происходит переключение регенераторов и вертикальных головок. Процесс повторяется в зеркальном отображении, благодаря симметричной конструкции мартена.
- Процесс получения стали в такой установке длится несколько часов. Во время работы сталевар осуществляет контрольную выемку расплава специальным приспособлением, после чего направляет ее в цеховую лабораторию для определения процентного соотношения металла и примесей, таких как марганец, фосфор, сера и прочих.
- По результатам такого анализа, в рабочую камеру добавляются специальные присадки, улучшающие качество стали. В конце процесса производится процедура удаления кислорода из расплава с помощью раскислителей, ими являются ферромарганец, алюминий и ферросилиций.
Виды и назначение
По своему строению и функциональному назначению печи туннельного типа очень сильно различаются. Существуют громоздкие кирпичные конструкции для обжига кирпича, вращающиеся клинкерные цементные печи, выполненные в виде огромной металлической трубы.
Также есть компактные стальные печи для кондитерских и хлебобулочных изделий, мощные энергоемкие установки для термической обработки стали, а также небольшие агрегаты для керамических изделий и глиняной посуды.
Обжиг кирпича и цемента
Свое наибольшее применение нагревательные установки туннельного типа получили в производстве строительных материалов – кирпича и цемента. Клинкерная вращающаяся печь для производства цемента представляет собой огромные трубы, длиной до 230 метров, открытые с торцов и вращающиеся со скоростью 1 – 1.5 оборота в минуту. Печь устанавливается под небольшим наклоном к горизонту в 3 – 4 градуса. В таком устройстве выделяют 6 зон, таких как:
- Сектор подсушки сырья (испаритель влаги).
- Сектор нагрева.
- Участок декарбонизации.
- Участок спекания.
- Зона экзотермии.
- Зона охлаждения сырья.
Процесс спекания цемента протекает после загрузки в приподнятую часть сырья, а с нижней части подается топливо в виде смеси воздуха и горючего. Готовый продукт ссыпается в специальное холодильное устройство.
Туннельные печи для обжига кирпича представляют собой галерею с вагонеткой, ручной тележкой или конвейерной лентой. Стены и свод такого агрегата выложены из огнеупорного шамотного кирпича. Снизу или сверху поступает нагретый воздух, а в противоход ему происходит газо- и дымоудаление.
Количество подаваемого тепла и отводимого остывшего воздуха регулируется с помощью системы специальных шиберов или заслонок. Сырой кирпич сначала подогревается, потом происходит его обжиг, а затем охлаждение. Температура при обжиге кирпичных изделий внутри основной камеры установки может достигать 900 градусов Цельсия. После этого тележка с кирпичами отправляется в сушильную камеру, которая работает на выходящих их печи нагретых газах. Она конструктивно совмещена с печью.
Обжиг керамических изделий
Для изготовления изделий из керамики применяются устройства, похожие на кирпичные туннельные печи. Размер таких конструкций меньше, что обусловлено небольшими объемами выпуска керамической и глиняной продукции. Сам принцип функционирования таких печей многим повторяет процесс обжига и сушки кирпича.
В металлургической промышленности
В термической обработке сталей и сплавов туннельные печи применяют для отжига и нагревания металлических деталей перед другими процессами нанесения покрытий. Также в подобных агрегатах происходит закалка изоляторов для нужд электротехнического производства.
Производство хлебобулочных изделий
В хлебобулочном производстве применяют металлические туннельные печки, выполненные в форме вытянутого короба и снабженные конвейерной подачей выпекаемого продукта. Внутри такого агрегата находятся горелка, пароувлажнитель, конвейерная лента, система вытяжки, а также механизмы регулировки подачи тепла в разные отсеки печи.
Размеры их составляют от 10 до 25 метров, используются они на хлебозаводах, в домашних мини-пекарнях применять такие установки экономически невыгодно. Работают они на природном газу или электрической энергии, как наиболее безопасных для пищевой промышленности видах топлива. Гораздо реже применяются мазутные установки.
Выпечка кондитерских изделий
Кондитерские туннельные установки практически полностью аналогичны хлебобулочным печкам, с той разницей, что они обладают меньшими габаритами и более точными температурными режимами выпечки. В кондитерских изделиях используются различные кремы, что требует точной настройки температуры внутри печи, а также меньшего времени их обработки.
Устройство
По своему устройству, эта установка сильно напоминает железнодорожный туннель. Отсюда и произошло ее название. Обрабатываемые материалы и сырье перемещаются внутри печи с помощью специальных вагонеток на рельсах, конвейерной ленты с электроприводом или ручных тележек. В нескольких зонах туннельной печки они подвергаются воздействию различных температур.
Конструкция печь представляет собой кирпичную, либо металлическую камеру вытянутого типа. Длина ее может быть различной, в зависимости от выполняемых задач и типа установки. В качестве топлива могут применяться:
- Твердое топливо (каменный уголь).
- Газообразное топливо.
- Жидкое топливо (мазут).
Подача топлива в камеру сгорания происходит с помощью специальных нагнетателей. Разогретый воздух поступает в рабочее пространство печи. В зависимости от режима работы, характеристики и назначения установки температура воздушной смеси может быть различной, от 100 до 2000 градусов Цельсия. Весь туннель можно разделить на три основные зоны:
- Нагрева сырья и материалов.
- Основной обработки.
- Охлаждения готовой продукции.
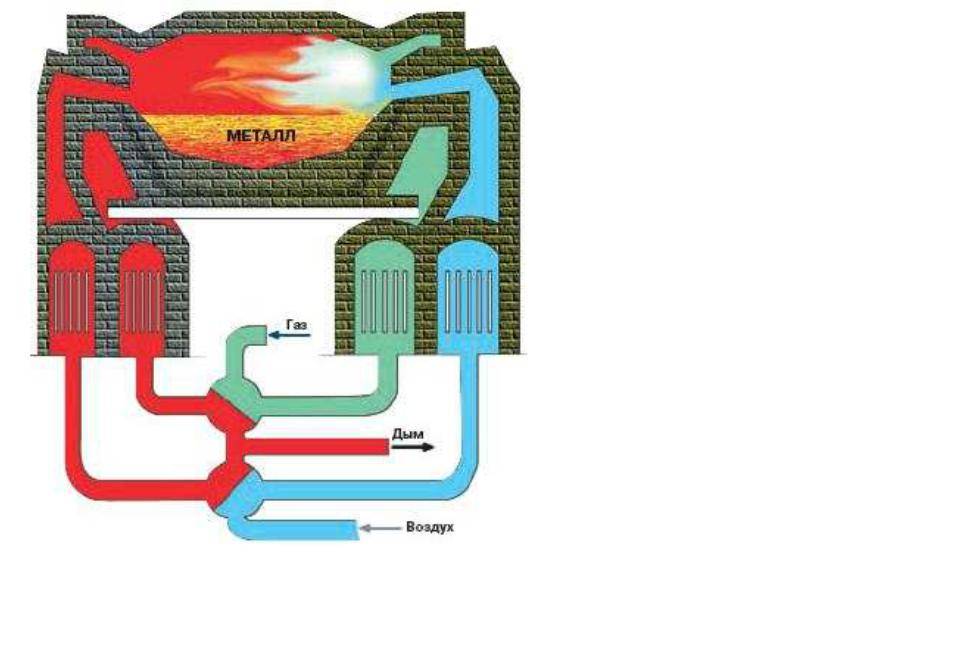
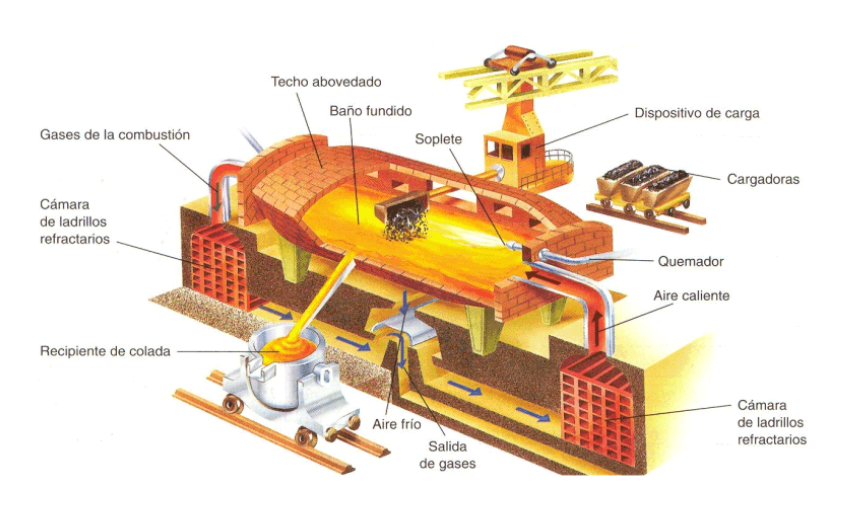
Принцип работы и устройство
Главное действие процесса — вдувание подогретой топливовоздушной смеси в камеру с низким сводом, который отражает весь тепловой поток к плавильной ванне, на расплав.
Схема работы мартеновской печи проста: в плавильной камере происходит возгорание топлива. Полученные печные газы обеспечивают необходимую температуру для расплавки чугуна и превращения его в сталь с помощью окислительных процессов, которые происходят в плавильне. Окисление происходит за счет добавления в шихту (чугуна и смеси для образования шлака) извести и добавок (для придания материалу определенных свойств: жаропрочность, коррозионная стойкость и др.)

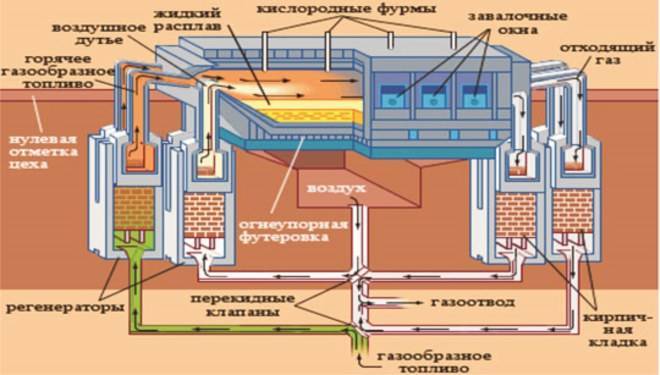
Мартеновская печь — симметрична в фронтальном разрезе конструкция. Рабочие компоненты горения поступают в плавильную камеру с разных сторон с определенным интервалом. Газовоздушные тракты, соответственно, поочередно работают то на подачу рабочей смеси, то на отвод продуктов сгорания.
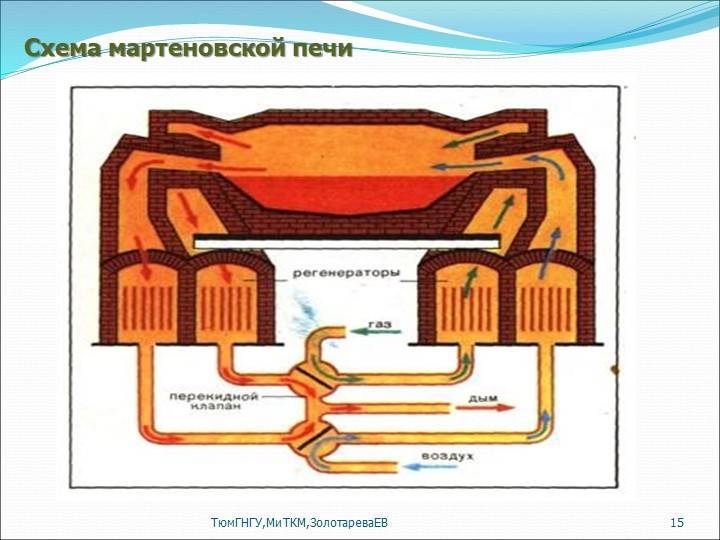




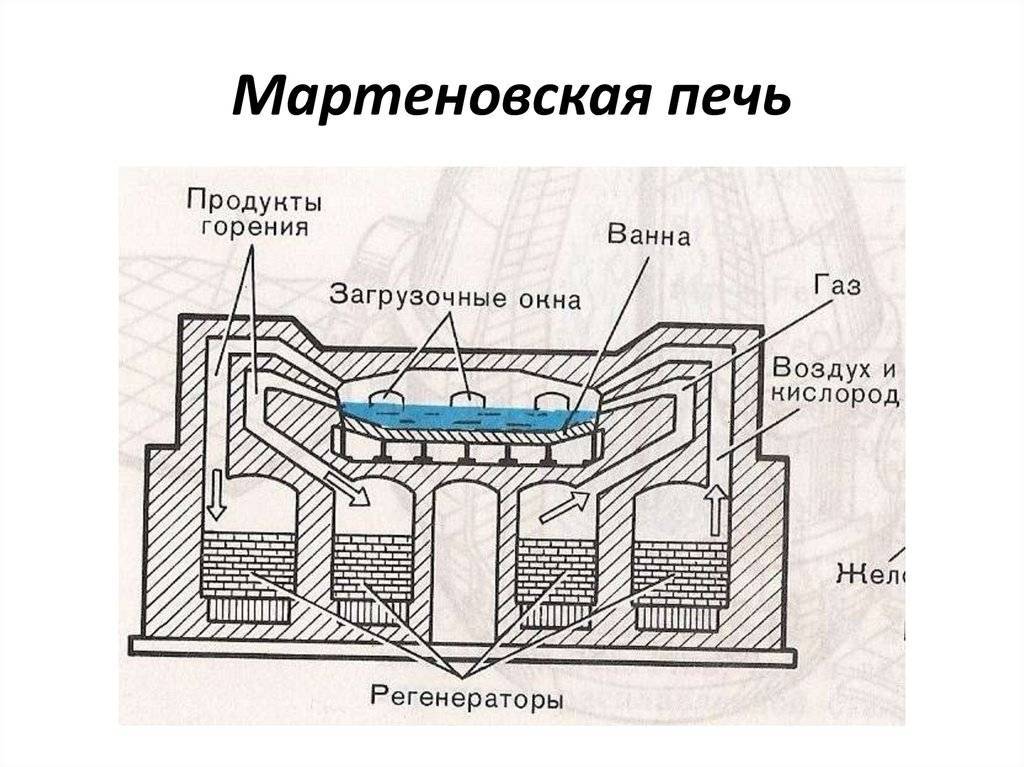

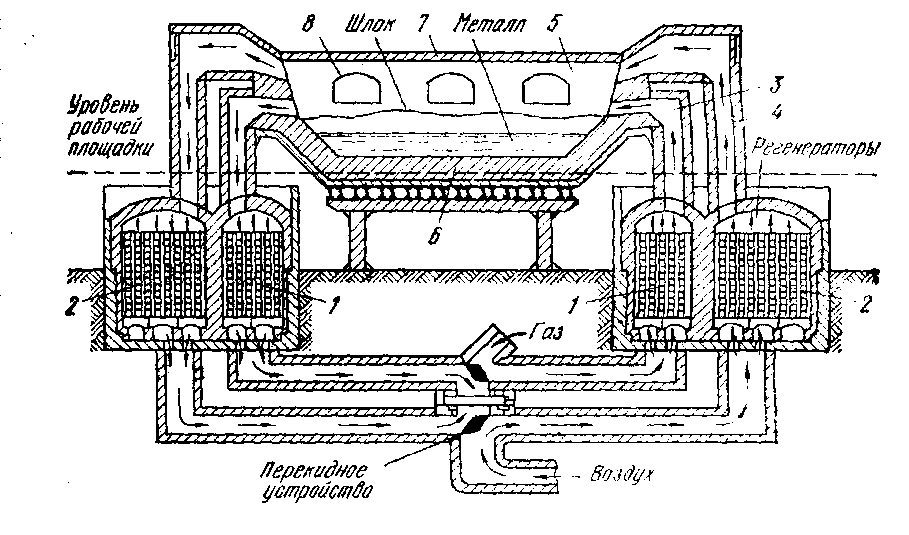
Плавильная установка построена по следующей схеме. Ванна для получения стали находится над подиной (под), ее борта образуют откосы. Наверху находится свод, «боками» печи считаются фронтальная и задняя стены, головки газовоздушных трактов строятся слева и права от фронтальной части. Через расположенные на фронтоне окна закладывают исходную шихту и добавки (во время процесса плавления).
Через окна производят отбор металла, шлаков для анализа. Через эти же окна, согласно принципу работу печи, удаляют шлак, образующися при дефосфации. В каждом окне предусмотрены смотровые заслонки с «глазками». В задней части расположено сливное отверстие, которое забивается огнеупорами, стойкими к спеканию. Воздух и топливо для горения подается по каналам в головках.
Шлаковики, регенераторы и борова расположены в головках. Шлаковики (воздушные и газовые) устраивают для сбора оседающих частиц шлака, выделяющихся в процессе горении. Регенераторы (сеть каналов из огнеупорного кирпича, для предварительного подогрева поступающих топлива и воздуха до 1200 °С) расположены вверху головок. Разогрев регенератора до необходимого состояния происходит за счет передачи тепла от очищенных газов, которые прошели через шлаковики. Подогрев позволяет получить температуру в плавильной ванне порядка 1800-2000 °С. Газоотводные каналы (боровы) проходят в самом низу головок, а основной выход в дымоход находится под подом печи, средняя температура выходящих газов 1550 °С.
Циркуляция рабочих потоков (печные газы, воздух, топливо) осуществляется с помощью системы перекидных клапанов (дросселей). Отработанные газы передают свое тепло регенераторам. При смене стороны горения, холодные топливо и воздух, преодолевая горячие регенераторы, подогреваются. Таким методом происходит подготовка рабочих газовых потоков для горения, поддержания эффективной температуры.
История
Регенератор
Пьер Мартен предложил новый способ получения литой стали в регенеративных пламенных печах. Использовав разработанный в 1856 году немецким инженером К. В. Сименсом принцип регенерации тепла продуктов горения, Мартен применил его для подогрева не только воздуха, но и газа. Благодаря этому удалось получить температуру, достаточную для выплавки стали. Первая плавка была осуществлена Мартеном на одном из французских заводов 8 апреля 1864 года. Мартеновский способ стал широко применяться в металлургии в последней четверти XIX века, а в начале XX века в мартеновских печах выплавляли половину общего мирового производства стали.
Распространению мартеновского способа выплавки стали в Европе способствовал высокий спрос на рельсы и возможность добавления в шихту мартеновских печей до 30 % стального и железного лома (в том числе изношенных рельсов). Проблема повышенного содержания фосфора в европейских рельсах первоначальной укладки решалась добавлением в печь ферромарганца. Таким образом, мартеновская и бессемеровская сталь в 1860-х годах практически заменили тигельную в производстве колёсных бандажей, рессор, осей и рельсов.
В России первая мартеновская печь была построена С. И. Мальцевым в 1866—1867 годах на Ивано-Сергиевском железоделательном заводе Мальцевского фабрично-заводского округа. 16 марта 1870 года были осуществлены первые плавки 2,5-тонной печи на Сормовском заводе. Основатель завода — греческий купец, принявший российское подданство, Дмитрий Егорович Бенардаки привёз в 1870 году молодого инженера Александра Износкова, который построил печь. В 1998 году мартеновские печи на Сормовском заводе перестали действовать. В июне 2005 года было заключено охранное обязательство на здание цеха, где была установлена первая российская мартеновская печь, между заводом и министерством культуры Нижегородской области. В мае 2012 года был произведён демонтаж здания прокатного цеха в нарушение требований федерального закона «Об объектах культурного наследия (памятниках истории и культуры) народов РФ».
В 1879 году Джон Юз запустил первую мартеновскую печь на Юзовском заводе.
Музей Обуховского завода. 1938 год. Слиток отлит из основной мартеновской стали
Начиная со второй половины XX века доля мартеновской стали в общем объёме производства снижается во всех основных странах-производителях. При этом происходит замещение сталью, выплавляемой в кислородных конвертерах и электропечах. Так, например, в период с 1960 по 2005 годы в СССР (России) доля мартеновской стали в общем объёме производства снизилась с 85 до 25 %; в США — с 87 до нуля %; на Украине — с 53 до 45 %; в Китае — с 25 до нуля %; в Германии — с 47 до нуля %; в Японии — с 68 до нуля %. Начиная с 1970-х годов новые мартеновские печи в мире более не строятся. Мартеновский процесс практически вытеснен гораздо более эффективным (около 63 % мирового производства), а также электроплавкой (более 30 %). По результатам 2008 года на мартеновский способ производства приходится не более 2,2 % мировой выплавки стали. Наибольший удельный вес выплавки стали мартеновским способом в мире по результатам 2008 года наблюдался на Украине.
В 2018 году была закрыта последняя крупная мартеновская печь в России. После этого данный способ производства стали сохранился только на Украине.
C 1999 года в мартеновском производстве началось использование бескислородного дутья малой интенсивности. Технология «скрытой» донной продувки основывалась на подаче нейтрального газа через дутьевые элементы, установленные в кладке подины, и применении для её набивки специальных огнеупорных порошков. За 6 лет на эту технологию были переведены 32 мартеновские печи различной ёмкости — от 110 до 400 т, из них 26 — работающих скрап-процессом. В зависимости от ёмкости печи в подине устанавливались 3—5 дутьевых элемента с расходом 30—100 л/мин на элемент. Эта технология позволила существенно снизить горячие и холодные простои, в том числе на ремонт пода; на 10—20 % сократить длительность плавки; на 12—18 % увеличить производительность печей в фактический час и производство стали в цехе; снизить расходы условного топлива, заправочных материалов и печных огнеупоров; в 1,3—2 раза увеличилась стойкость свода и длительность кампании в межремонтный период[источник не указан 905 дней].
Принцип работы мартеновской печи
 Принцип работы мартеновской печи
Принцип работы мартеновской печи
Если кратко рассмотреть принцип функционирования такой печи, то выглядит он следующим образом. В загруженную печь подается мощный поток заранее нагретого воздуха и газа.
Проходя через насадки регенераторов, такой поток приобретает температуру приблизительно в 1000–1200 градусов по Цельсию. Потом происходит сгорание этого топлива, благодаря чему рабочая температура в установке повышается еще больше – до 1,9–2 тыс. градусов.
Пройдя через одну пару насадок регенераторов, поток продуктов сгорания топлива направляется в другую пару головок. Здесь он отдает свое оставшееся тепло и спускается в дымоход, как отработанный материал.
Попеременное задействование насадок регенераторов помогает добиться того, что они не претерпевают перегрева, перегрев способен негативно сказаться на работе всей печи. В случае когда какие-то насадки не в состоянии нагреться до нужной рабочей температуры, в действие вступает автоматическое перенаправление горящего пламени от топлива именно в эту головку.
Благодаря такому подходу все насадки работают с одинаковой нагрузкой, периодически, меняясь, совей ролью. Подающие головки выполняют функции выкачивающих элементов продукты сгорания и наоборот. Мартеновский способ производства все еще применяется в металлургии, но процент, выработанной благодаря ему стали, быстро уменьшается, уступая место более современным технологиям.
Предусмотренные в конструкции печи шлаковики нужны для того, чтобы прочищать газы из регенераторов от пыли, частиц шлака и других загрязнений. Только после прохождения шлаковиков газ поступает на другие участки устройства, благодаря чему его срок службы существенно увеличивается, а продукция выходит более качественной. Чем больше температуры рабочего газа, тем эффективнее движется производство.
https://youtube.com/watch?v=Knn7pQs2zLw
Мартеновские печи во время войны
Первый в России агрегат был пущен на Сормовском заводе в 1870 году. В то время устройство сконструировал А. Износков – молодой инженер. Особое значение имели мартеновские печи во время войны. Из стали, полученной в них, отливались детали танков, снарядов и винтовок. Опасное для здоровья и очень трудоемкое производство было очень необходимым в те годы. С тех времен пошло также выражение «горят мартеновские печи». Оно свидетельствовало о мощи и непоколебимости советской эпохи. В 70-е годы производство агрегатов было приостановлено, поскольку их заменили усовершенствованные конструкции. Однако изобретение приобрело особое символичное значение для советского государства. Мартеновская печь увековечена в фильмах и песнях той эпохи.
Производство стали в мартеновских печах – Справочник металлиста
По конструкции мартеновские печи делятся на:
- стационарные;
- качающиеся.
Стационарные печи получили наибольшее распространение.
Качающиеся печи преимущественно распространены в литейных цехах машиностроительных заводов, когда необходимо выпускать металл отдельными порциями или скачивать большое количество шлака.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55 – 75%), скрапа и железной руды. Процесс применяют на металлургических заводах, имеющих доменные печи;
- скрап-процесс, при котором шихта состоит из стального лома и чушкового передельного чугуна (25 – 45%). Процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома.
Что такое мартеновская печь?
Печь мартеновского типа – это особая металлургическая установка, в которой из лома железа и чугуна получается сталь.
С помощью конвективных потоков раскаленной газовоздушной смеси происходит сам процесс нагревания, а также дальнейшего плавления материала.
Ниже представлено фото мартеновской печи и сталевара, обслуживающего ее, а также контролирующего процесс выплавки металла:
Фото 1
Фото 2
Фото 3
История появления
Изобрел мартеновскую печь французский металлургический инженер Пьер Эмиль Мартен в 1864 году. С того времени – это официальная дата изобретения мартеновской печи.



Во второй половине XIX века мартеновские установки стали настоящим прорывом в сталелитейном производстве.
В России первые мартены появились в 1870 году на Сормовском заводе под Нижним Новгородом. В их создании принимал активное участие инженер А. Износков.
Благодаря интенсивному развитию промышленности в СССР, в 30-ые годы XX века, к началу Великой Отечественной войны этот комбинат стабильно обеспечивал советскую армию запасными деталями, частями корпусов из стали и чугуна для военной техники.
Устройство
Основными элементами, представляющими устройство мартеновской печи, являются:
- Корпус, состоящий из передней и задней стенок, а также ее свода.
- Головки, оснащенные каналами, расположенными вертикально. Через них происходит газовый обмен рабочей камеры с внешней средой, а также подается топливо.
- Шлаковики воздушного и газового типа, в них происходит сбор и накопление крупнофракционной плавильной пыли.
- Регенераторы, которые обеспечивают стабильную температуру подаваемого газа и воздуха, за счет тепловой энергии, выходящей из рабочей камеры.
- Труба для отвода дыма и газов.
- Котел-утилизатор.
- Реверсивно-регулирующие клапаны, их функция состоит в выведении продуктов сгорания, а также в правильной подаче газового топлива и воздуха в камеру.
Ниже приведены типовые схемы мартеновских печей:
Принцип работы
Мартеновская печь – это пламенный отражающий механизм, который действует по принципу регенерации металла. В рабочем пространстве происходит сжигание природного газа или мазута.
Температура в мартеновской печи может достигать 18000 градусов Цельсия. Такой высокий уровень температуры поддерживается с помощью регенерации тепловой энергии печных газов.
Описание принципа работы:
- Подогретый до 1200 – 1250 градусов газ, попадает в рабочую камеру, где происходит процесс его смешивания с топливом. Возникающий факел направляется на закладку шихты и происходит выплавление металла из нее.
- В свою очередь, отработанные газы, в смеси с шихтовой пылью, удаляются через дымоход в атмосферу, подвергаясь фильтрации в регенераторе. По завершении цикла, с помощью клапанов происходит переключение регенераторов и вертикальных головок. Процесс повторяется в зеркальном отображении, благодаря симметричной конструкции мартена.
- Процесс получения стали в такой установке длится несколько часов. Во время работы сталевар осуществляет контрольную выемку расплава специальным приспособлением, после чего направляет ее в цеховую лабораторию для определения процентного соотношения металла и примесей, таких как марганец, фосфор, сера и прочих.
- По результатам такого анализа, в рабочую камеру добавляются специальные присадки, улучшающие качество стали. В конце процесса производится процедура удаления кислорода из расплава с помощью раскислителей, ими являются ферромарганец, алюминий и ферросилиций.





