
Порядок работы
Для спаивания крупных элементов между собой удобно пользоваться профессиональной горелкой. Для спайки деталей небольших размеров рекомендуется применять приборы, работающие на ацетилене либо светильном газе. В последнем случае наблюдается большая эффективность, к тому же, этот тип топлива дешевле.
При сопряжении спайкой небольшого количества деталей желательно их заранее прогревать, что сократит время на одинаковый нагрев всех элементов. Это исключает появление коробления и иных дефектов.
Перед работой каждому элементу следует придать неподвижной положение и исключит их сдвиг в процессе спайки. Выполняется это на верстаке либо ином приспособлении.
Непосредственно перед спайкой на соединяемые кромки наносится флюс. Если возникла необходимость в добавлении флюса в процессе производства работ, следует горячий конец детали помещать в припой, а не наоборот.
Для соединения элементов из разнородных металлов пламя нужно направлять на тот материал, теплопроводность которого выше. Также следует внимательно отнестись к сопряжению разноразмерных деталей.
Важно! Обязательно нужно проследить за тем, чтобы все элементы были одинаково прогреты. Толстые детали следует прогревать дольше.. Припой в огне горелки расплавлять нельзя, так как он будет стекать каплями
Расплав необходимо создавать при касании проволоки с поверхностью основного элемента
Припой в огне горелки расплавлять нельзя, так как он будет стекать каплями. Расплав необходимо создавать при касании проволоки с поверхностью основного элемента.
Припой всегда стремится протечь в наиболее прогретые участки спайки. Потому пламя следует направлять до припоя. Если он не может попасть в шов, значит элемент не приобрел требуемую для соединения температуру.
Места спаечного соединения не нужно прогревать слишком долго, потому как это приведет к изменениям в составе припоя и его выгоранию. Эффективность использования флюса значительно снизится.
Даниил Прохоров, сварщик, стаж работы 15 лет: Производится огромное количество газовых горелок для пайки, различающихся по используемому газу, мощности, области использования. Для домашней работы вполне сгодится и самодельная паяльная лампа, а для чего-то более серьезного необходимо приобрести выпускаемый серийно инструмент».
Правильный выбор
Любые работы с использованием газа относятся к разряду опасных
Поэтому очень важно внимательно относиться к выбору газосварочного оборудования. Никогда не пренебрегайте правилами техники безопасности и выбирайте оборудование только от проверенных производителей
завоевала особое уважение среди сварщиков-профессионалов, благодаря характеристикам и качеству своей продукции. В производстве используются только долговечные материалы, соответствующие всем современным требованиям. На сайте можно заказать сварочные горелки и все сопутствующие им комплектующие по ценам от производителя. Доставка возможна не только для жителей столицы, но и для всех регионов России.
В каталоге товаров компании представлены горелки для полуавтоматов, а также для аргонодуговой сварки, отвечающие самым высоким параметрам безопасности. Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.
Плюсы и минусы
Наибольшим преимуществом данного типа сварки считается ее автономность. При проведении сварочных операций не нужен источник тока, что особенно предпочтительно при производстве монтажно-строительных работ на стройплощадках, не имеющих стационарного электропитания.
Преимущества газовой горелки на пропане:
- Возможность регулировки дистанции до свариваемой зоны и температурных режимов, что исключает прожоги при сварке тонких изделий.
- Мобильность передвижения по строительному участку.
- Надежность и высокое качество сварных соединений.
- Контролирование сварочного процесса.
- Способность исполнения неповоротного сварного шва, рядом с препятствиями, без выполнения операционного стыка.
- Формирование неразъемных соединений из металла с различной температурой плавления.
- Регулирование мощности и величины сварочного пламени.
- Увеличение производственного качества сварного шва благодаря использованию легирующей сварной проволоки.
- Низкая цена горелки и материалов для обеспечения работы устройства.
Минусы при эксплуатации сварочных устройств на ацетилене:
- Работы можно производить исключительно обученным и аттестованным сварщикам.
- Небольшая продуктивность работ.
- Трансформация химических и структурных качеств металла на значительной зоне нагрева.
- Использование ацетилена формирует высочайшую пожарную опасность в окружающем пространстве.
- Низкокачественная сварка деталей из легированных металлов.
- Неосуществимость проведения сварочных операций внахлест.
Физические свойства ацетилена
Физические свойства ацетилена представлены в таблицах ниже.
Ацетилен в баллоне
| Наименование | Объем баллона, л | Масса газа в баллоне, кг | Объем газа (м3) при Т=15°С, Р=0,1 МПа |
| С2Н2 | 40 | 5 | 4,545 |
Благодаря информации в таблице можно дать ответы на часто задаваемые вопросы:
- Сколько ацетилена в одном баллоне? Ответ: в 40 л баллоне 5 кг или 4,545 м3 ацетилена
- Сколько весит баллон ацетилена? Ответ: 58,5 кг — масса пустого баллона из углеродистой стали согласно ГОСТ 949; 18-20 кг — масса пористого материала, пропитанного ацетоном; 5,0 — кг масса С2Н2 в баллоне; Итого: 58,5 + 20,0 + 5,0= 83,5 кг вес баллона с ацетиленом.
- Сколько м3 ацетилена в баллоне Ответ: 4,545 м3
Достоинства
Почему именно ацетилен основной газ при газовой сварке металлов? Температура его горения превышает градус плавления стали и других материалов. При высокой квалификации газосварщика, выгода ацетиленовой сварки заключается в большой производительности при небольших затратах на газ и материалы. Остальные плюсы и минусы рассмотрим ниже.

Главным преимуществом ацетилено-кислородной сварки является мобильность и контроль за сварочными работами. Есть и другие преимущества:
- при ацетиленовой сварке баллоны легко транспортируются на тележке. Удобно варить неповоротный шов, при небольшом расстоянии до стены. В этом случае не требуется делать операционный стык;
- с помощью газовой горелки можно проводить неразъемное соединение металлов с различными температурами расплава. Осуществляя регулировку силы и вида пламени, можно добиться оптимальных условий ацетиленовой сварки;
- при сваривании деталей небольшой толщины из конструкционной стали, меди, чугуна, латуни ацетиленовый способ незаменим;
- можно повысить качество шва путем использования проволоки из легирующей стали или других добавок.
Осуществляя регулировку температуры нагрева, можно предотвратить сильную деформацию конструкции и стыка. При этом достигается еще и оптимальная скорость сваривания металлов.
Регулировка
От правильной настройки пламени зависит чистота резки. Кислородная обработка проводится при несколько окисленном или нормальном факеле. Тщательно откорректированное пламя у резаков с расположением мундштуков концентрического типа окружено режущим потоком кислорода. Ядро факела на каждом участке должно быть симметричным и не отличаться яркостью.
Резку горелкой со сдвинутым мундштуком проводить нельзя, поскольку это приведет к нагреву кромки, что негативно отразится на качестве разреза. Использование самоцентрирующихся мундштуков повышает удобство использования подобного оборудования, ведь устройство делает пламя симметричным.
Иногда движение газовой смеси затрудняется из-за засорения канала, что разделяет факел на струйки и приводит к потере стабильности. Такое изделие не только уменьшает качество обработки, но и снижает производительность. Корректировка пламени основана на создании симметричного пламени нужной мощности по отношению к кислородной режущей струе.
Важно! Установленная мощность горения определяется толщиной материала. Нормальное пламя обеспечивается на приоткрытых вентилях, что дает возможность проводить регулировку в процессе работы
При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого. Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса
Нормальное пламя обеспечивается на приоткрытых вентилях, что дает возможность проводить регулировку в процессе работы. При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого. Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса.
Используемое оборудование

В недавнем прошлом обеспечить качественное соединение при помощи ацетилена было затруднительно, что объяснялось несовершенством используемых технологий. Однако сегодня появилось высококачественное оборудование, которое позволяет получать на выходе пламя с ровными параметрами, а сварщик имеет возможность с легкостью регулировать интенсивность и температуру горения пламени горелки. Такое оборудование для сварки ацетиленом включает соответствующий генератор, который в процессе работы заправляется карбидом и позволяет контролировать уровень давления в системе. Современные установки для такой сварки ацетиленом отличаются полной безопасностью в эксплуатации, они надежны, и просты в использовании.
Также возможно использование вместо кислорода и генератора сразу же баллона, заправленного ацетиленом, что позволяет существенно упростить выполнение сварочных работ. Тем самым снижаются трудозатраты и повышается производительность выполнения такой сварки. Однако необходимо учитывать, что использование уже заправленных ацетиленовых баллонов приводит к некоторому увеличению себестоимости выполняемой сварки металлических элементов.

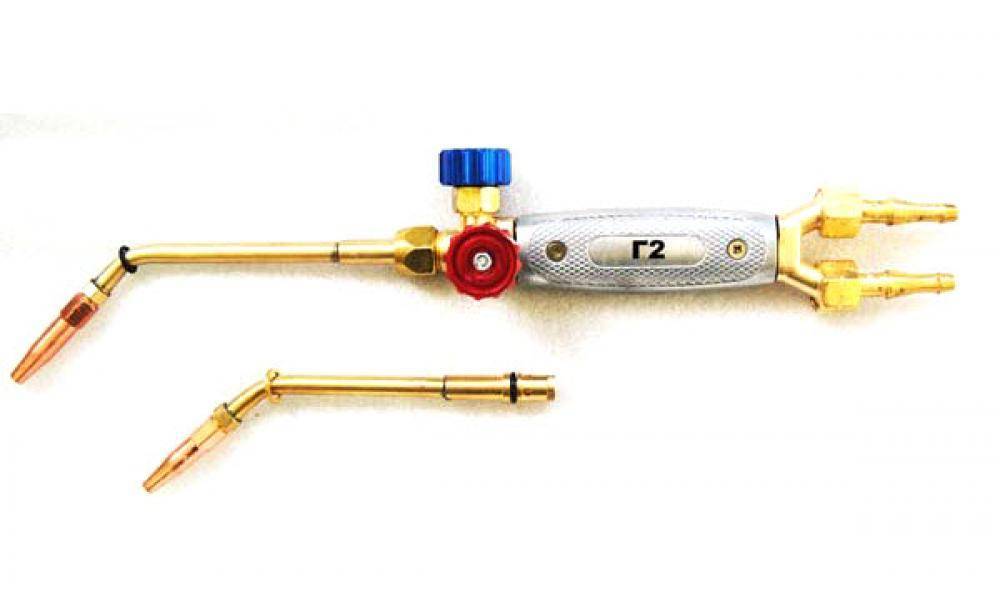
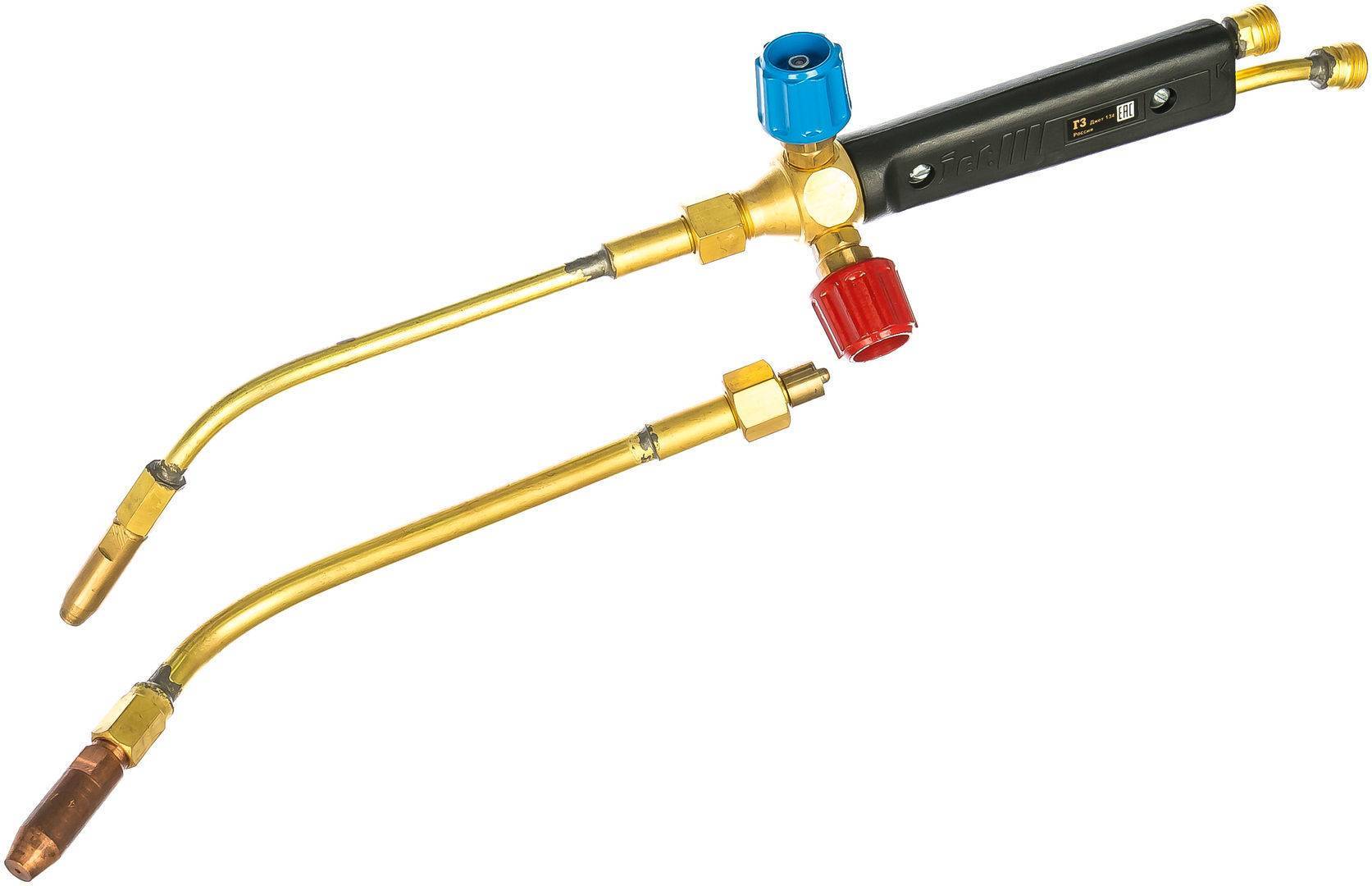
Газовая сварка ацетиленом металлических изделий
Одним из несомненных преимуществ этой технологии сварки является ее простота. Для такой работы потребуются специальные горелки для работы с ацетиленом. Такие горелки промаркированы индексами от 0 до 5. Оборудование с индексом 0 имеет наименьшую производительность и предназначено для работы с легкосплавными металлами. А вот установки с маркировкой 5 отличаются максимальной производительностью, что позволяет использовать их для работы с тугоплавкими металлами.








Залогом качественного выполнения такой сварки ацетиленом станет правильный выбор горелки и ее грамотная регулировка. Необходимо также учитывать, что номер используемых электродов должен соответствовать маркировке горелки. В целом же, выбор электродов не представляет сложности. По параметрам они должны соответствовать показателям тугоплавкости металлов и быть приближены к нему своим сплавом.
Горелку продувают горючим газом из генератора и лишь после появления характерного запаха ацетилена можно поджигать горелку и добавлять небольшое количество кислорода из баллона. Регулируя вентиль на баллоне с кислородом, сварщик может регулировать интенсивность пламени, его температуру и насыщенность. Давление редуктора должно составлять приблизительно 2 атмосферы для кислородного баллона и от 2 до 4 атмосферы для генератора. В каждом конкретном случае эти показатели должны выбираться в зависимости от особенностей свариваемых металлических элементов.

Поверхности металлических элементов для сварки ацетиленом должны быть очищены от краски и других загрязнений. Их подгоняют максимально близко друг к другу. Далее необходимо пламя горелки направлять на шов соединения, а присадочный материал должен перемещаться вслед за горелкой. Подобная технология работы позволит обеспечить эластичность и прочность соединения. Также можно использовать технологию сварки, когда пламя от горелки направлено в сторону от получающегося шва. При этом присадочный материал вносится в высокотемпературную сварочную ванну, расплавляется и стекает в получаемый соединительный шов. Недостатком подобной технологии является увеличение зоны нагрева, что может привести к короблению металлических элементов и изменению структуры металла.

Принцип действия
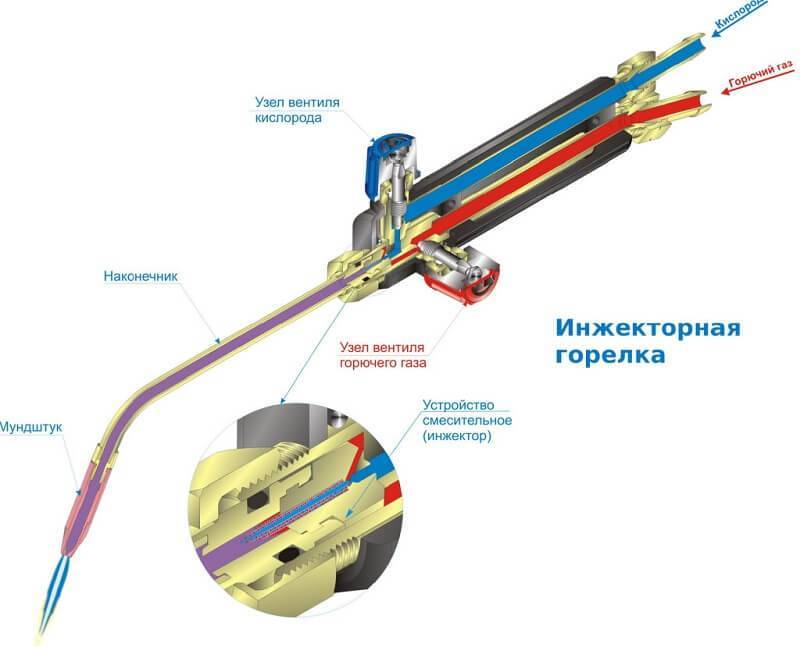
Газосварочные горелки ацетиленовые выполнены таким образом, что ацетилен и кислород движутся по собственным каналам к соплу, где протекает процесс смешивания.
В результате химической реакции образуется кислородно — газовая смесь, которая выходит с высокой скоростью сквозь откалиброванное сопло наконечника. Топливную смесь зажигают, в результате чего создается сварочный факел, величину которого регулируют кранами.
Принцип работы горелки
Сварочный процесс стартует с нагревания кромок элементов, после чего они оплавляются и соединяются. Сварка требует значительного расхода газа, для формирования высокотемпературного режима.
Следующий этап соединения металлических деталей — наплавление присадочного металлического прутка с мягкой структурой, который способен заполнить сварочную ванну, образованную у кромок деталей.
Что там с ценами?
Портативная горелка типа «Карандаш», в зависимости от производителя и дополнительной комплектации в виде насадок, может стоить от 400 руб. (без стоимости баллона с газом, стандартный 220 мл обычно около 100 руб.). Модель, показанная на рис. 1, стоит около 800 рублей. В качестве замены электрическому паяльнику представляет почти идеальный вариант. Встречаются варианты стоимостью значительно ниже приведенной, вполне работоспособные, но, как правило, неизвестного производителя. Можно рискнуть и взять (если не планируется срочная и ответственная работа).
Для отдельно взятых, без газовых баллончиков, горелок для пайки ценовой диапазон почти безграничен. Простейшие горелки с возможностью подсоединения к источнику газа и вентилем регулировки струи (рис. 3) нормального качества стоят от 200 рублей. Для точных работ почти не используются. Это, скорее, штука универсальная: что-то, но не все, подпаять, что-то прогреть и изогнуть или присадить. Применение найдется. Но для грамотной пайки нужна соответствующая горелка с целевыми приспособлениями, удобная и надежная.

Более эргономичное устройство (рис. 2) оценивается немного выше, как и большинство моделей Stayer MASTER MaxTerm, в пределах 400-600 рублей. Обычно продаются в пластиковой прозрачной (с одной стороны) упаковке, так что сразу видно, что именно входит в комплект помимо самой горелки.
Например, газовая горелка-паяльник DAYREX DR-22 в кейсе, то есть с комплектом насадок, стоимостью около 2500 руб. – отличный выбор и для дома, и для профессионального применения. Производятся в Китае, около десяти модификаций.
Горелка-паяльник TS 2200 BernzOmatic с комплектом насадок и приспособлений также около двух с половиной тысяч рублей. Более продвинутые и, как правило, более мощные, модели этой фирмы, рассчитанные на профессионалов, стоят раза в два-три дороже. Но если аппарат приобретается с целью, например, профессионального ремонта холодильников, кондиционеров или другой климатической техники, то потраченные 5-7 тысяч рублей за почти вечную и удобную в работе горелку себя быстро оправдают. На горелки фирмы BernzОmatic (США) исключительно «пятизвездочные» отзывы.
Для наглядности сведем некоторые характеристики и цены (усредненные) горелок для пайки в таблицу по фирмам-изготовителям:
| Фирма и модель | Портативная (П) или на баллон (Б) | Вес в сборе, г (без газа) | Цена, руб.(ориентировочно) |
| DAYREX-33 626560 | П | 330 | 3100 |
| DAYREX-21 621534 | П | 120 | 2500 |
| DREMEL 2000 VERSATIP | П | 135 | 3300 |
| Stayer MASTER MaxTerm 55584 | Б | 150 | 350-450 |
| Stayer MASTER MaxTerm 55560 | П | 90 | 450 |
| Stayer MASTER MaxTerm 55588 | Б | 150 | 250-350 |
| SPARTA 914145 | П | 100 | 400 |
| BERNZOMATIC ST 2200 | П | 270 | 2500 |
| BERNZOMATIC TS 799 | Б | 270 | 6500 |
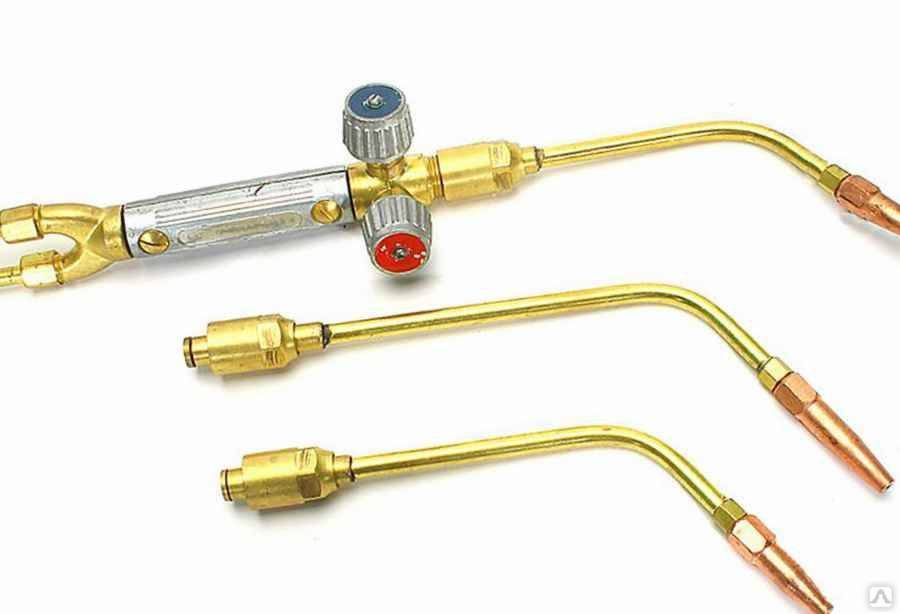
Ниже приведено несколько фото, показывающих общий вид, варианты поставки и комплектации отдельных моделей.
Устройство ацетиленовой горелки
Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а – голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
Пламя свечи
Обычное пламя, которое мы наблюдаем при горении свечи , пламя зажигалки или спички, представляет собой поток раскалённых газов, вытянутый вертикально за счёт силы Архимеда (горячие газы стремятся подниматься вверх). Сначала фитиль свечи нагревается и парафин начинает испаряться. Для зоны 1, самой нижней, характерно небольшое синее свечение — там много топлива и мало кислорода. Поэтому, происходит неполное сгорание топлива с образованием СО , который, окисляясь на самом крае конуса пламени, придает ему синий цвет. В зону 2 за счет диффузии проникает больше кислорода, там происходит дальнейшее окисление топлива, температура больше, чем в зоне 1, но его все же недостаточно для полного сгорания топлива. В зоне 1 и зоне 2 содержатся несгоревшие капельки топлива и частицы угля. Из-за сильного нагревания они светятся. Испарившееся топливо и продукты его горения — углекислый газ и вода — почти не светятся. В зоне 3 концентрация кислорода ещё больше. Там происходит догорание несгоревших частиц топлива, которые светились в зоне 2, поэтому эта зона почти не светится, хотя там самая высокая температура.
Горелки газовоздушные
Газовоздушные горелки предназначены для нагрева изделий, заготовок из черных и цветных металлов, а также для их пайки, обжига старой краски, ремонта кабельных линий и других работ. Газовоздушные горелки широко применяются при кровельных, строительных, ремонтных работах, связанных с использованием пропанового пламени.
Газовоздушная горелка состоит из ствола, наконечника и мундштука. На стволе расположен вентиль подачи горючего газа.
Горючий газ под давлением через ниппель поступает в канал горючего газа горелки и через регулирующий вентиль (а для варианта с рычагом – через клапан) поступает в наконечник. После чего он проходит через сопло и попадает в мундштук горелки, где происходит его смешивание с инжектируемым из атмосферы воздухом и при горении образует факел пламени.

Рис. Горелка газовоздушная для кабельных работ KRASS ГВ-100-Р.
Самостоятельная сборка изделия
Для начала следует задуматься о самом интересном — рукоятке изделия. Для её создания можно использовать любой материал. Как вариант отлично подойдёт ручка от старого паяльника или другого аппарата. Трубка для подвода должна изготавливаться только из стали. Другие материалы никак не подойдут.
Очень важно на первоначальных этапах обращать внимание на размеры всех элементов конструкции. К примеру, диаметр трубки для подвода не должен быть больше 1 сантиметра, а толщина стали — 2−3 миллиметров. Такой элемент должен фиксироваться на рукоятке с помощью клея или другого вещества для скрепления подобных деталей
Такой элемент должен фиксироваться на рукоятке с помощью клея или другого вещества для скрепления подобных деталей.









https://youtube.com/watch?v=kfK6llX90hI
Форсунка устройства
Дальше на конец трубки монтируется шланг с редуктора. Он должен быть изготовлен из специальной резиновой и тканевой смеси. Закрепление происходит за счёт фиксации шланга хомутом. После надёжного закрепления шланга необходимо правильно выставить давление в баллоне и подать газ в него. С помощью подобных действий воздух из системы полностью выгоняется. Если всё правильно сделать, то длина огня должна быть не менее 40−50 миллиметров.
Самодельная конструкция является очень хорошим инструментом и уникальным средством, которое всегда поможет в хозяйстве молодому мастеру в любых бытовых ситуациях. А поскольку самостоятельно её произвести очень легко, то и популярность такого инструмента растёт с каждым днём.
Универсальные резаки
На данный момент наиболее популярными являются газовые резаки универсального типа. Они весьма устойчивы, хорошо выдерживают обратные удары, имеют небольшой вес, достаточно просты в эксплуатации, имеют возможность резки в любом направлении при толщине материала минимально 3 мм, максимально – 300 мм. В универсальных резаках смешение газов происходит внутри сопла.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени навстречу потоку горючей смеси. Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по каналу горючего газа резака в шланг, а при отсутствии предохранительного затвора – в генератор или трубопровод, что может привести к его взрыву и вызвать серьезные разрушения и травмы. Чтобы предотвратить возможные последствия обратных ударов, необходимо использовать предохранительные затворы, которые защищают генераторы и газопроводы от попадания в них взрывной волны от обратных ударов.
Основным преимуществом резаков с внутрисопловым смешением газов является стабильное горение пламени без хлопков и обратных ударов, что делает их применение наиболее перспективным и при ручной и при автоматизированной резке металлов. Все это способствует увеличению производительности, срока службы газовых коммуникаций, упрощению обслуживания резаков. Одним газовым резаком можно работать на различных горючих газах, для этого достаточно установить соответствующий мундштук.
Также важным преимуществом является то, что резаки с внутрисопловым смешением газов имеют более широкие пределы регулировки рабочей мощности от момента затухания пламени до полного его отрыва от мундштука.
Высокая надежность и безопасность работы на оборудовании с внутрисопловым смешением газов достигается за счет того, что газы проходят раздельно по каналам до самого мундштука, в котором происходит смешение. Взрывы горючей смеси не развиваются, так как она образуется на сравнительно коротких участках в мундштуке и имеет малый объем.

Рис. Резак с внутрисопловым смешением газов KRASS 1000.
Работа с чугуном, медью и латунью
Перед необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку , для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Как работать с газовой горелкой в процессе сварки?
Чертеж горелки для сварки.
Горелки – отличные компаньоны в сварочных процессах автоматического или полуавтоматического типа. Как вы помните, при этих способах сварочная проволока подается автоматически, без помощи рук.
Таким образом, с помощью этих технологий можно добраться до самых труднодоступных участков сварки с минимальными усилиями. Дополнительное преимущество – это то, что практически не остается шлаком и другого мусора. Шов формируется быстро и весьма высокого качества.
Недостатки у данного метода тоже есть. К ним относится весьма недешевая стоимость как основных аппаратов, так и расходных материалов. Вся конструкция довольно тяжелая, которую сложно перемещать.
Этапы в действиях:
- Прежде всего – самая тщательная зачистка поверхностей соединяемых заготовок: ни грамма ржавчины или любого загрязнения. Чистим хорошенько – не тряпочкой, а металлической щеткой и насадками на шлифовальном аппарате.
- Обезжириваем те же поверхности для последующего плотного прилегания металла к металлу.
- Активация газовой горелки с одновременным запуском системы подачи проволоки электрода для старта главного процесса сварки.
- Установка оптимальной скорости подачи проволоки, которая обусловлена природой металлов другими входными факторами.
Перед работой нужно проверить целостность и функционирование инжектора. Это сделать просто: подключить кислородный шланг к ниппелю и поднять давление в аппарате до рабочего уровня.
Как только сварка произведена, вентиль баллона с ацетиленом перекрывается. Кислородный кран отключается только вторым. Такой порядок отключения нужно соблюдать в обязательном порядке. В противном случае пламя может ударить прямо в ацетиленовый шланг, что может вызвать взрыв.
Если делать все правильно, все риски оправдываются: шов получается надежным и долговечным.
https://www.youtube.com/watch?v=Rz1zG_fjkAU
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.
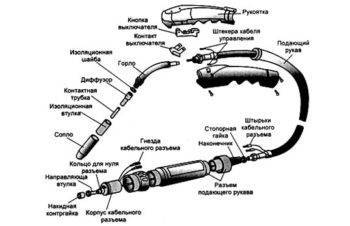
Конструкция
Особенности конструкции сварочного оборудования вообще и горелки, в частности, существенно влияют на качество выполняемых работ и позволяют решать задачи, стоящие перед сварщиком
Вот почему перед приобретением этой важнейшей составляющей сварочного процесса следует обратить внимание на отдельные её компоненты
Независимо от марки и конкретного производителя сварочной горелки, она, как правило, состоит из следующих базовых частей:
- так называемая «шейка» («гусак»), являющаяся несущим элементом горелки;
- различные виды изоляторов (втулки и шайбы) которые могут быть заменены как по отдельности, так и вместе с соплом;
- диффузор (или держатель), нуждающийся в замене лишь в случае очень интенсивной эксплуатации;
- рабочее сопло, являющееся самой уязвимой частью сварочной горелки, подвергающейся постоянному воздействию частичек расправленного металла;
- подающий рукав со штекерами, кабельными разъёмами и другими соединителями;
- токовый наконечник, требующий периодической замены.
Большинство из перечисленных деталей, входящих в конструкцию горелок штыревого типа, со временем сильно изнашиваются, а затем приходят в негодность. Каждый сварщик всегда старается иметь определённый запас основных запчастей, исключающий ситуацию, когда сварка должна быть прервана в самый неподходящий для этого момент.
Плюсы и минусы
Самым главным достоинством этого вида сварки является автономность, поэтому отсутствует необходимость в источнике тока, что особо приемлемо при выполнении монтажно-строительных работ на площадках, где отсутствует электроэнергия.
Преимущества ацетиленовой сварки:
- Возможность регулирования расстояния до свариваемой поверхности и рабочих режимов, что позволяет исключить брак в виде прожогов, даже в случае соединения тонких металлических листов.
- Мобильность перемещений и транспортировка по монтажно-строительной площадке.
- Надежность и высокое качество производимых работ.
- Контроль за процессом сварки.
- Возможность выполнения неповоротного шва, вблизи препятствий, например, стены без необходимости осуществления операционного стыка.
- Создание неразъемных металлических соединений с различными температурами точек плавления.
- Настройка силы и размера сварочного пламени.
- Повышение качества шва с применением легирующей стальной проволоки.
- Устранение процессов возникновения деформационных сдвигов конструкции и стыка, путем регулировки температурного режима нагрева, тем самым достигая расчетный режим сваривания металлов.
- Низкая стоимость оборудования и расходников для устройства.
Недостатки при использовании мини ацетиленовой горелки:
- Работы могут выполнять только обученные и аттестованные работники.
- Низкая производительность работ по сварке.
- Изменение химических и структурных свойств материала на большой площади нагрева.
- Применение ацетилена создает высокую пожароопасность среды;
- Большая загазованность в месте сварочных работ.
- Низкокачественное пайка узлов из легированных стальных материалов.
- Невозможность выполнения сварки внахлёст.
Как классифицируются горелки?
Разновидностей горелок для сварки довольно-таки много. Несмотря на то что принцип их работы примерно одинаковый, они могут обладать рядом особенностей:
- Инжекторные и безынжекторные конструкции – они отличаются друг от друга по технологии подачи кислорода к участку горения;
- Газовые или жидкостные. В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина;
- Специализированные или универсальные, причем последние могут применяться для любых работ, связанных с резкой или сваркой металла;
- Однопламенные и многопламенные дифференцируются в зависимости от потоков подаваемого пламени;
- Машинные и ручные;
- Газосварочные горелки могут классифицироваться по мощности: малая, средняя, высокая.
Правила безопасного использования
Газовые горелки на баллончике функционирует с пожароопасными смесями и открытым огнем, что всегда связано с риском возникновения пожара и получения термических ожогов. В связи, с чем даже при использовании самого простейшего подобного устройства необходимо строго соблюдать правила пожарной безопасности.








Начинать эксплуатацию такой горелки рекомендуют с изучения инструкции завода-изготовителя и в дальнейшем строго ее выполнять при паяльных работах.
Профессиональные газовые горелки многоразового пользования требуют особенного ухода, что также оговаривается в инструкции производителя. К примеру, для того чтобы сохранить работоспособность горелки, мощность и длину факела, горелку упаковывают в каталитическую грелку.
Основные критерии выбора газовых походных плиток
Перед тем как отправиться в магазин за покупкой туристической плиты, необходимо тщательно взвесить свой выбор, рассмотрев основные параметры этих устройств.
Первостепенного внимания заслуживает такой показатель, как мощность. В среднем для приготовления 1 л пищи требуется около 1 кВт тепловой энергии. В походе одному человеку за один прием требуется примерно 0,5-0,7 л продукта. На основе этих данных несложно рассчитать необходимый уровень мощности агрегата. К примеру, троим туристам для экспедиции потребуется плита, мощность которой составляет 1,5-2 кВт. Вес стандартных агрегатов находится в диапазоне от 0,8 до 2 кг.
Этот показатель зависит от нескольких факторов:
- материала, из которого изготовлена плитка;
- площади горелки;
- размера корпусной чсти;
- особенностей конструкции, например, характера размещения топливной емкости, которая может быть встроенной или съемной.
Поскольку в походе приходится все вещи нести на себе, вес туристической плитки имеет большое значение. Подбирая подходящую модель для экспедиций, обязательно нужно учитывать расход топлива. Этот показатель обычно прописывается в техническом паспорте, который прилагается к плите. Он выражается либо временем, которое требуется для закипания 1 л воды, либо количеством газа, расходующимся за 1 ч. Здесь есть одна закономерность: чем больше времени необходимо для закипания жидкости, тем меньше расход топлива.
Размеры варочной поверхности налагают ограничения на ширину используемой посуды, следовательно, и на объем пищи, которую можно приготовить за один раз. Если на плитке помещается емкость вместительностью 5 л, то такой агрегат способен за одну готовку накормить примерно 5-7 человек.
Обратите внимание! Оснащенные керамическими газовыми горелками туристические плитки не нуждаются в ветровой защите, поскольку пламя спрятано внутри конфорки
Плюсы и минусы сварки ацетиленом
Первое и неоспоримое преимущество – это мобильность. Варить можно хоть в чистом поле без привязки к электричеству, причём практически все виды металлов. Нет необходимости в операционных стыках, даже если выполняется поворотный шов с большим расстоянием до стены. Можно сваривать между собой детали из разных металлов. Температура пламени регулируется – это позволяет уменьшить деформацию и точно подобрать режимы. Отсутствует сильное разбрызгивание металла.
К недостаткам можно отнести тот факт, что тепло от пламени распространяется на большую площадь детали и может изменить её свойства. Нельзя варить ацетиленом высокоуглеродистые стали. Детали толщиной более 5 мм тоже лучше доверить электросварке. При варке внахлёст образуется напряжение металла, из-за чего впоследствии возможна деформация. Ну и естественно – взрывоопасность.





