
Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.
Дуговая сварка
Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Как прокалить электроды в домашних условиях, как сушить, в духовке, феном, своими руками

Важность прокаливания материалов перед выполнением сварочных работ доказана многими профессионалами. Отсутствие термической обработки влияет на качество как во время сварки, так и после. Плохое поджигание и залипание стержня, осыпание обмазки, ненадежность и дефективность сварного соединения, неудовлетворительный внешний вид готового изделия (на фото справа: пузырчатый шлак от сырой обмазки) – и это только основные проблемы
Плохое поджигание и залипание стержня, осыпание обмазки, ненадежность и дефективность сварного соединения, неудовлетворительный внешний вид готового изделия (на фото справа: пузырчатый шлак от сырой обмазки) – и это только основные проблемы.
Прокалить или просушить – в чем разница
Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). цель просушивания – удаление влаги
Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям
К сведению! Многие сварщики-профессионалы просто держат электроды на радиаторе отопления и это заменяет им прокалку. Это если варить, к примеру, скамейку или калитку
Но когда варят корабли или трубопровод под давлением, тогда важно соблюсти технологию
Таким образом, в некоторых случаях можно применять “народные” средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.
Способы сушить и прокаливать электроды в домашних условиях
Находчивость некоторых специалистов в области сварки привела к появлению нескольких действенных способов для обработки материалов без использования специальной оснастки. Рекомендуем также ознакомиться с этим материалом, о том, как прокаливать.
Наиболее востребованным и простым методом является улучшение сварочных стержней путем прокаливания в духовке.
Данная процедура включает несколько этапов, после ознакомления с которыми любой начинающий сварщик будет знать, как прокалить электроды в духовке:
- для сушки подойдет в большей степени электрическая духовка, нежели газовая. В газе содержится небольшое количество воды, также прогрев нельзя проводить на открытом огне;
- следует разогреть духовку до 200-250 градусов (или до той температуры, которая написана на упаковке);
- поместить сварочные прутки внутрь;
- плотно закрыть дверцу;
- выждать 1,5-2 часа;
- отключить прибор, дать ему и материалам постепенно остыть.
Если мастеру нужно знать как высушить электроды в домашних условиях, то необходимо ознакомиться с ещё одним “народным” способом – прогревание материалов строительным феном.
Для проведения данной процедуры сварщику понадобится инструмент, способный выдавать температуру до 150 градусов, и емкость (труба) для загрузки материалов. Электроды загружаются в трубу, диаметр которой должен подходить по размеру к диаметру устройства.
В емкость направляется горячий воздух и процесс продолжается столько, сколько необходимо для конкретных материалов. На некоторых моделях фенов можно задать нужную температуру.
Правда, так мы уже приближаемся к созданию самодельной печи.
Некоторые умелые мастера строят печь для прокалки электродов своими руками:
- для этого необходимо сварить каркас из профильной трубы;
- снаружи каркас “обшить” листовой оцинкованной сталью, изнутри – стекломагниевым листом;
- швы и стыки замазать герметиком;
- пространство между внешним и внутренним слоями заполнить минеральной ватой, которая будет служить термоизолирующим материалом;
- слой СМЛ покрыть зеркальной нержавейкой;
- для предотвращения темлопотерь на дверце необходимо разместить силиконовый уплотнитель;
- для загрузки материалов необходимо внутри прибора прикрутить уголки и сварить решетки.
- печь для сушки электродов также необходимо оборудовать термодатчиком.
Самостоятельно построенная печь для прокалки электродов
Данная схема может допускать некоторые изменения.
Учтите! Качество вышеперечисленных способов не сравнится с результатами, которые показывает специализированное оборудование. Для осуществления сварки не ответственных изделий, подойдет и обработка в домашних условиях
Потому как выполнение бытовой сварки не требует от металла сварного шва высоких показателей, внешний вид и качество готового изделия, чаще всего, также не играет важной роли
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разработано и широко применяется несколько основных методов сварки меди. Современные технологии позволяют избежать появления горячих трещин, пор и другого вида брака. Сварка меди и ее сплавов производится при помощи аргона, инвертора, проволокой и электродами. Рассмотрев основные методы можно выбрать наиболее подходящий и избежать многих проблем.
Правила хранения
Как вы понимаете, правильное хранение напрямую влияет на срок годности электродов для сварки, так что отнеситесь к этому серьезно.
Выше мы писали, что правила устанавливаются ГОСТом. Его обязаны соблюдать все производители, поставщики, продавцы и сварщики. Больше всего электроды портятся при транспортировке, так что тщательно осматривайте их после вскрытия упаковки.

Как правильно хранить электроды? Согласно правилам, стержни должны храниться в сухом теплом помещении.
Оптимальная температура воздуха — 14-16 градусов по Цельсию, а оптимальная влажность — не более 50%. Для контроля температуры и влажности используйте специальные приборы. Они могут быть как ручными переносными, так и стационарными, установленными на стене в помещении.
Само помещение должно быть тщательно гидроизолировано.
Не иметь открытых проемов, через которые в помещение может попасть снег, дождь или ветер. Если в помещении есть окна и двери, то они должны иметь уплотнители. Исключено наличие больших щелей между оконными или дверными проемами и стеной.
Идеальный вариант — утепленный гидроизолированный склад, с электронной системой контроля температуры и влажности. Но такой вариант невозможен, если вы занимаетесь домашней сваркой. Поэтому в качестве склада используйте свой гараж или кладовку, установите на стене уличный термометр и приобретите психрометр.










Хранение электродов осуществляется при постоянной температуре, перепады так же недопустимы. Покрытие электродов легко впитывает влагу или осушается, из-за этого срок годности может сократиться. Срок годности сварочных электродов можно увеличить, если следовать нашим рекомендациям:

- Храните электроды в ящиках или коробках из плотного картона, не ставьте их на пол или открытый грунт. Лучше поставить их на полки или поддоны. Так вы защитите стержни от излишнего конденсата.
- Не оставляйте открытую упаковку на улице. Если у вас нет такой возможности (например, вы проводите сварочные работы за пределами цеха или гаража), то защитите упаковку от попадания влаги и пыли, завернув ее в плотную бумагу или положив в коробку.
- Сразу закрывайте упаковку с электродами.
Если вы обычно используете немного материалов, то срок хранения электродов для сварки можно увеличить, сделав для них специальный пенал из пвх-трубы. Ниже есть обучающее видео по изготовлению такого пенала.
Как прокаливать электроды для сварки правильно: прокалить или просушить, температура

Обмазка (покрытие) электродов играет большую роль в процессе сваривания и она должна быть сухая, иначе она будет осыпаться, как на фото справа
О других аспектах важности прокалки смотрите тут. Если вам нужна качественная сварка ответственных конструкций или вы просто хотите сваривать металл без лишних осложнений, но электроды не только с завода в герметичной упаковке, то вам нужно рассмотреть тему прокалки, которая рассматривается ниже
Прокаливание – важный этап термической обработки, которую следует проводить в следующих случаях:
- прутков при повышенной влажности;
- хранение материалов в течение долгого времени (более трех месяцев);
- попадание жидкости на покрытие или выявление ее наличия во время проведения работ;
- распаковка новой (негерметичной) пачки.
Как прокалить электроды: варианты
Начинающие специалисты и опытные мастера разделяют методы прокалки на две группы: с помощью промышленного оборудования и в домашних условиях.
Печи применяются для прокаливания сварочных стержней и для сушки уже обработанных материалов. На рынке представлен широкий ассортимент подобных агрегатов как отечественного производства, так и импортного изготовления
При выборе такого вида оснащения необходимо обращать внимание на основные технические характеристики: масса загружаемых электродов, мощность, напряжение, вес аппарата и его габариты, а также функции оборудования
Востребованным видом оснастки среди сварщиков являются шкафы. В данных приборах можно прокаливать и просушить сварочные материалы, а также хранить их довольно длительное время. Однако, не все модели оснащены всеми перечисленными функциями
Поэтому при подборе необходимого устройства нужно обращать внимание на технические характеристики
Пеналы делятся на термопеналы и пеналы-термосы; представляют собой мобильные приборы для прогревания уже обработанных материалов. Внутри такого агрегата поддерживается благоприятная среда для хранения сварочных прутков: влажность не превышает 80%. Функцией прокаливания такого рода аппараты не обладают.
Если металлические стержни не будут использоваться при работе с ответственными изделиями и конструкциями, а также если сварка будет носить бытовой характер, то обработку материалов можно произвести одним из “народных” способов. Чаще всего отдают предпочтение двум методам:
- прокаливание осуществляется в обычной газовой или электрической духовке;
- просушка строительным феном в специально оборудованном ящике или трубе.
Просушить или прокалить?
Процессы прокалки и сушки практически схожи. Однако сушить электрические проводники можно не на таких высоких температурах, а также процедура выполняется с постепенным нарастающим нагреванием. Некоторые марки в первую очередь необходимо просушить, а потом – прокалить.
Как правильно прокаливать электроды в прокалочных печах и шкафах
Многие начинающие мастера интересовались ответом на вопрос: “Как прокалить электроды для сварки?”.
Термическая обработка материалов включает несколько несложных этапов:
- загрузить электроды внутрь прибора;
- плотно закрыть крышку (дверцу);
- настроить температуру согласно той информации, которая расположена на упаковке;
- засечь или установить продолжительность процедуры согласно данным на упаковке;
- выдержать весь период времени;
- выключить прибор и дать ему остыть вместе с материалами, что избежать резкого перепада температур. Достаточно, чтобы температура упала до 100-150 градусов.
Сушка электродов — печь, пенали другие способы

Обмазка электрода имеет пористую структуру и работает как губка, натягивая влагу. Чтобы этого избежать нынешние производители упаковывают электроды в герметичную полиэтиленовую упаковку. Но при длительном хранении электроды все равно отсыревают.
Чтобы привести их в рабочее состояние используется печь для сушки электродов. На упаковке, кроме основных характеристик, указывается температура и время просушки (прокалки). Звучит это примерно так: допустимое содержание влаги покрытия перед использованием не более 0,7%.
В случае превышения этой нормы требуется электроды прокалить при t 120-160 градусов в течение 1 часа.
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Как производится сушка
Для разных электродов температура и время выдержки разные, поэтому прежде чем приступить к сушке внимательно изучите упаковку.
Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики.
Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
Для этого разработаны специальные приспособления:
Кроме этого, существуют «народные» способы – как сушить электроды без применения специального оборудования. Прокалку и просушку рекомендуют проводить не более 3 раз. Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Стационарные печи для сушки электродов
В стационарных условиях используют электронагревательную печь. Это металлический шкаф со специальными лотками под электроды. Для поддержания заданной температуры все стенки в нем отделаны теплоизолирующими материалами.
Она снабжена термостатом средних температур в пределах 60 – 500 градусов для того, чтобы проводить сушку в строгом соответствии с требованиями производителя. Это гарантирует равномерный нагрев и сохранение температуры на протяжении всего процесса.
В зависимости от размеров и количества лотков, печь может быть рассчитана на одновременную загрузку партий весом от 10 до 250 кг.
Процесс сушки очень прост – электроды помещаются внутрь печи на требуемое время. Температура нагрева регулируется и поддерживается автоматически. В новых моделях имеется таймер, который через строго указанное время отключит печь. За счет термоизоляции процесс остывания происходит равномерно. После этого электроды уже готовы к использованию.
Прокалка – электрод
Прокалка электродов должна проводиться в печах, которые обеспечивают равномерную температуру в подовом пространстве. После прокалки электроды должны остыть в помещении с положительной температурой. Прокалка электродов производится в камерных электрических печах. Электроды с газозащитным или комбинированным покрытием прокаливаются при температуре 150 – 200 С, с шлакозащитным покрытием-при 250 – 300 С. На американских заводах сушка и прокалка осуществляются в конвейерных камерных электрических печах со строгой регулировкой степени увлажнения воздуха при первых этапах сушки и температуры камеры в процессе прокалки.
Прокалка электродов может производиться не более трех раз. Число прокалок порошковой проволоки и флюса не ограничивается. Если электроды после трех прокалок показали неудовлетворительные сварочно-технологические свойства, то применение их для сварочных работ, выполняемых по настоящему РД, не допускается.
Прокалка электродов производится с целью окончательного удаления влаги.
Прокалка электродов обычно ведется в специальных печах с электрическим обогревом. Выбор типа оборудования определяется объемом производства и номенклатурой изготовляемых электродов.
Прокалка электродов перед их применением повышает качество сварного шва.
Для прокалки электродов может быть использовано jiepe – носное приспособление ( рис. 27), представляющее собой цилиндрический металлический футляр.
Режим прокалки электродов : температура 150 – 200 С; время 60 мин.
Сушка и прокалка электродов выполняется в специальных печах с температурой прокалки в зависимости от марки электродов от 200 до 450 С. Если цех применяет электроды разных марок, требующие разной температуры прокалки, для этого следует использовать не одну, а две или несколько печей. Емкость печей должна обеспечивать сменную ( или полусменную) потребность в электродах.










Печи для прокалки электродов должны находиться под разрежением. У печей рекомендуется устраивать камеры для остывания электродов. Рекомендуется также применять печи тоннельного типа периодического или непрерывного действия.
Сушка и прокалка электродов должны удалить воду из покрытия. При этом следует учитывать, что воды в покрытиях много. Для примера оценим количество воды, которое должно быть удалено из покрытия, нанесенного окунанием.

На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.
При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.

Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Процесс изготовления – пошаговая инструкция
Итак, мы определились с материалами и можем приступать к изготовлению электродов своими руками
1. Первым делом нам нужно измельчить мел до состояния порошка. Сделать это можно с помощью тяжелого металлического предмета, но лучше использовать блендер. Так частицы будут иметь однородную структуру и иметь мелкую фракцию.

2. Берем сталью проволоку и режем на прутья. Можно ориентироваться на заводские размеры и сделать стержни длиной 250 мм.
3. Следующим этапом обмазываем стальные прутья жидким стеклом.

4. Измельченный мел аккуратно распределяем на плоской поверхности. Обмазанным в жидком стекле стальным стержнем раскатываем по этой поверхности, равномерно распределяя частицы мела по телу стальной заготовки.

5. Ждем пока электрод подсохнет, проверяем что жидкое стекло закристаллизовалось и оправляем прокаливаться в духовку на 100 °C на полчаса.

Сварочные характеристики такого электрода будут невысокими, он будет давать много искр, трудно гореть и залипать. Но при подборе правильных режимов сварки и необходимой подготовке свариваемой поверхности можно добиться неплохих результатов. Делитесь своими приемами изготовления электродов или других сварочных материалов.
Сушка электродов в домашних условиях
Сушка электродов в домашних условиях производится в духовом шкафу при температуре не менее 250 градусов с плюсом. При этом стоит знать, что для прокалки электродов абсолютно не подходит открытый огонь, а количество прокалки электродов ограничено — тремя.
Время сушки электродов в домашних условиях приблизительно два часа
При этом очень важно чтобы температура в духовом шкафу не поднималась выше 250-300 градусов. Для этого потребуется использовать духовку с автоматическим регулятором температуры

Следует также знать и то, что сушка электродов абсолютно не нужна, если они изготовлены на основе низколегированных материалов и тем более, если электроды всё время хранились в запечатанном виде, то есть в герметично закрытой упаковке.
Поэтому, чтобы не возникало необходимости в просушке электродов в домашних условиях, очень важно выдержать правильное хранение электродов, когда они не используются. Это будет самым верным залогом того, что электроды не отсыреют и не испортятся, а сварочные работы будут выполнены максимально качественно
Как сушат электроды?

Прокаливание электродов — важный этап в проведении сварочных работ. В заводских условиях с этой целью используют специальные печи, в бытовых — обычные электрические. На производстве для прокалки сварочных электродов используют электрические печи мощностью 10 кВт и напряжением 36 вольт, дома — электрический духовой шкаф при температуре 250 градусов.
Для промышленного ведения прокалки сварочных электродов используют несколько видов оборудования. Это может быть простая электропечь, сушка в которой проходит при температуре 100 — 400 С. Работа печи основана на ТЭНах, ее мощность может составл1-3 кВт. Для подключения достаточно источника электропитания на 220 вольт. Объем загрузки здесь составляет от 10 до 50 кг.
Электроды УОНИ, ОЗС или АНО могут подвергаться прокаливанию в электропечах с микропроцессорным программируемым регулятором. Оборудование этого типа отличается улучшенной теплоизоляцией, здесь есть тепловые экраны, поэтому нагрев сварочных электродов происходит равномерно в пределах рабочего объема. Температуру в этих печах можно регулировать очень точно, плавно меняя значения в пределах до 400С.
Если говорить о печах мощность в 3 — 8.5 кВт, то здесь одновременная загрузка электродов УОНИ, ОЗС или АНО может составлять от 50 до 160 кг. Для работы такого оборудования требуется трехфазная сеть (380 Вольт). Более простым решением, чем применение электропечей, является использование термопеналов для сушки сварочных электродов.
Эта герметичная теплоизолированная тара обеспечивает надежное хранение сварочных электродов непосредственно на месте проведения работ. Подогрев осуществляется как от обычной электросети, так и от сварочного трансформатора. Один пенал может вместить от 5 до 10 кг электродов ОЗС, УОНИ или АНО.
Также по теме: Как заставить человека полюбить тебя?
Процесс подготовки материалов к работе может вестись с использованием пеналов-термосов, способных сохранять высокую температуру без подогрева. Для того, чтобы сварочные электроды остыли в таком пенале с 150 до 80 градусов должно пройти 2,5 — 4 часа, на остывание с 80 до 18 градусов уйдет 4 — 6 часов.







Прокалку электродов проводят на протяжении периода времени от двух часов. Эти материалы всегда должны оставаться сухими, поскольку влага всегда негативно влияет на их покрытие. Время, положенное на прокалку изделий, может быть превышено максимум на 30 минут. Сварочные электроды проходят первую прокалку на заводе-изготовителе, после этого допускается ее проведение еще три раза. Больше нельзя, поскольку материал становится непригодным к работе.
Пламенные печи для прокалки электродов УОНИ, ОЗС или АНО не подходят, ввиду необходимости создания определенного температурного режима на протяжении определенного промежутка времени. Если сварочные электроды, предназначенные для применения, хранились на складе три и более месяцев, их следует в обязательном порядке подвергать прокаливанию. Прокалки требует и те сварочные электроды, которые пролежали неиспользованными на рабочем месте в течение 5 дней.
Зачем нужен термопенал
Одним из оптимальных средств для термообработки, а точнее, хранения являются термопеналы для электродов.
Главная функция данного прибора – сохранность предварительно прокаленных материалов (см. как правильно прокалить и как можно в домашних условиях) в благоприятных условиях с относительной влажностью не более 80% и поддержание оптимальной температуры для прогрева.
При этом термопенал выполняет две основные функции:
- создание и поддержание опеределенного уровня температуры, при которой необходимо содержать материалы для сохранения их технических свойств;
- прогревание электродов.
Печи для прокалки электродов – популярные модели
Электронагревательные печи ЭПСЭ предназначаются для прокаливания и просушки сварочных электродов при температурах от 100 до 400 градусов по Цельсию. Последние модели печей оборудованы электронными блоками управления с цифровыми индикаторами, которые позволяют отслеживать оставшееся время прокалки (сушки) и текущую температуру.
Повышенный эксплуатационный ресурс, достигнут благодаря применению трубчатых электронагревателей (ТЭН) вместо нихромовой проволоки, которые обладают большим сроком службы и при ремонте легко меняются.
ЭПСЭ-10/400
 Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 720 мм. х 265 мм.
- Время разогрева до номинальной температуры с полной загрузкой – 100 мин.
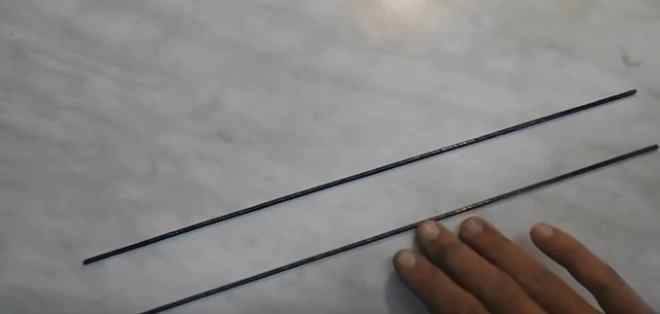
ЭПСЭ-50/400
 Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 50 кг.
- Вес – 40 кг.
- Напряжение – 220 В.
- Мощность – 250 Вт/ч.
- Габариты – 605 мм. х 470 мм. х 680 мм.
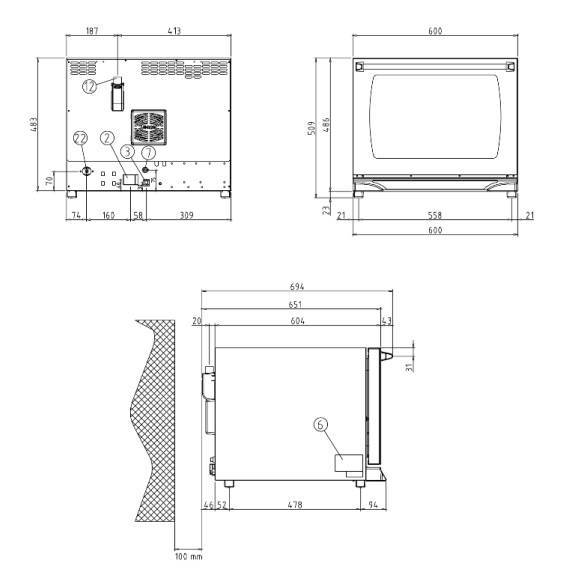
ПСПЭ-10/400
 ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 710 мм. х 305 мм.
Видео
СШО 3,2.3,2.5/4,0
 СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
Основные технические характеристики:
- Масса загружаемых электродов – максимум 90 кг.
- Вес – 80 кг.
- Напряжение – 220 или 380 В.
- Мощность – 600 Вт/ч.
- Габариты – 765 мм. х 640 мм. х 850 мм.
HydroGuard Bench 240
 HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
Основные технические характеристики:
- Масса загружаемых электродов – 159 кг.
- Напряжение – 240/480 В.
- Два нагревательных элемента суммарной мощностью 1000 Вт.
Радуга-34
 Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.
Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.
Основные технические характеристики:
- Масса загружаемых электродов – 2 тонны электродов диаметром 4 мм. за 7 часов работы.
- Габариты печи – 27000 мм. х 920 мм. х 1200 мм.
- Длина нагревательной камеры, ориентировочно – 25500 мм.
- Количество управляемых зон нагрева – 12 ( 6 – сверху, 6 – снизу).
- Максимальная температура нагрева изделия – 450 °С.
- Каждая зона нагрева имеет щелевидную трубу для удаления влаги.
- Ширина туннеля нагревательной камеры – 540 мм.
- Максимальная потребляемая мощность – 23500 Вт.
- Средняя потребляемая мощность – 6000 Вт.
- Тип конвейера составной (тефлоновая лента + сетка).
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.
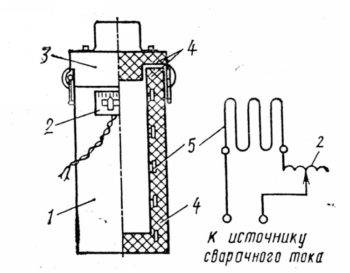
Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.





