
Виды печей
На самом деле их много, т. к. эти установки находят свое применение в самых различных областях. К примеру, в стоматологии и ювелирном производстве. Поэтому мы расскажем только о наиболее востребованных видах.
Современные индукционные печи способны плавить металл от 5 кг до нескольких десятков тонн. Говорить о промышленных вариантах смысла не имеет. Такие мощные комплексы – тема для отдельного материала. А вот о компактных установках, доступных небольшим фирмам, поговорим подробнее.
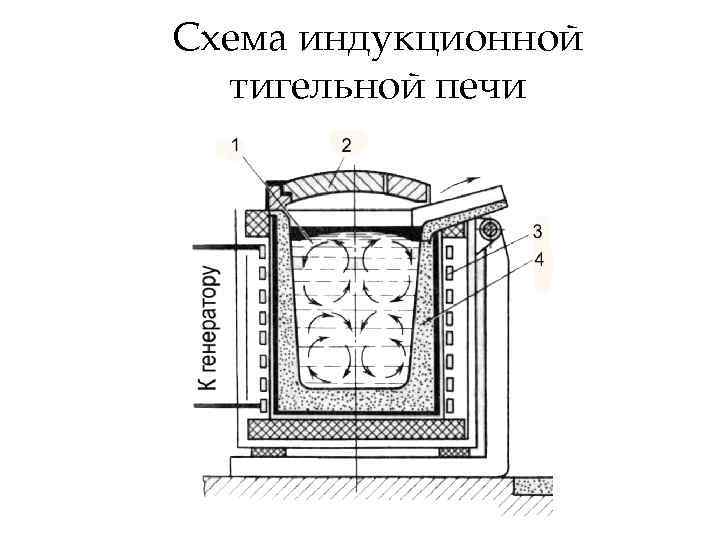
Индукционные тигельные печи до 200 кг плавки
Эти установки с транзисторным преобразователем используются для плавки от 5 до 200 кг цветных металлов и от 5 до 100 кг черных металлов. Их главное достоинство – мобильность. При необходимости они легко переставляются с места на место.
Печи комплектуются универсальным среднечастотным транзисторным высоковольтным преобразователем. Поэтому, если есть ограничения по подключаемой мощности, то её можно легко отрегулировать.
Применяются установки для нагрева массивных деталей перед кузнечной обработкой либо их глубокой закалки. Ну и, конечно, для плавки металлов. Графитовые тигли используются для плавки стекла, кремния, а также стали и чугуна, которые обладают ферромагнитными свойствами. Керамические тигли – для плавки меди, латуни, бронзы, золота и серебра. Стальные и чугунные тигли используются для плавки алюминия.
Вообще, КПД такой печи доходит до 98%. Время плавки – не более 1 часа. Сталь, выплавленная в индукционной установке (и даже компактной), на 30% крепче, выплавленной в обычной печи за счет более высокой однородности сплава.
Однако нельзя не сказать о некоторых недостатках. Из-за небольшой толщины тигля и, как уже говорилось выше, проблем с футеровкой происходит быстрая потеря тепла. Профессионалы советуют на малых установках производить плавку как можно быстрее, а последующую плавку желательно на горячем тигле. Другим неудобством является отсутствие в комплекте поставки системы водоохлаждения. Её, к сожалению, придется приобретать отдельно.
Тем не менее, по мнению специалистов, приобретение ИП с весом плавки до 200 кг – это один из лучших вариантов начала собственного металлургического дела или расширения уже существующего.
Принцип действия
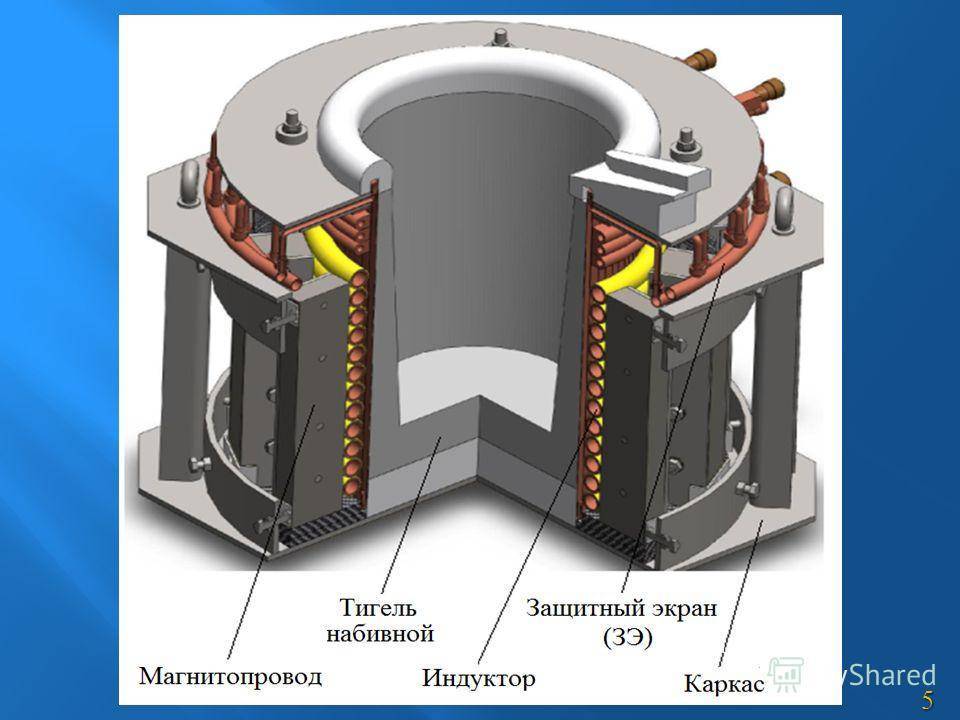
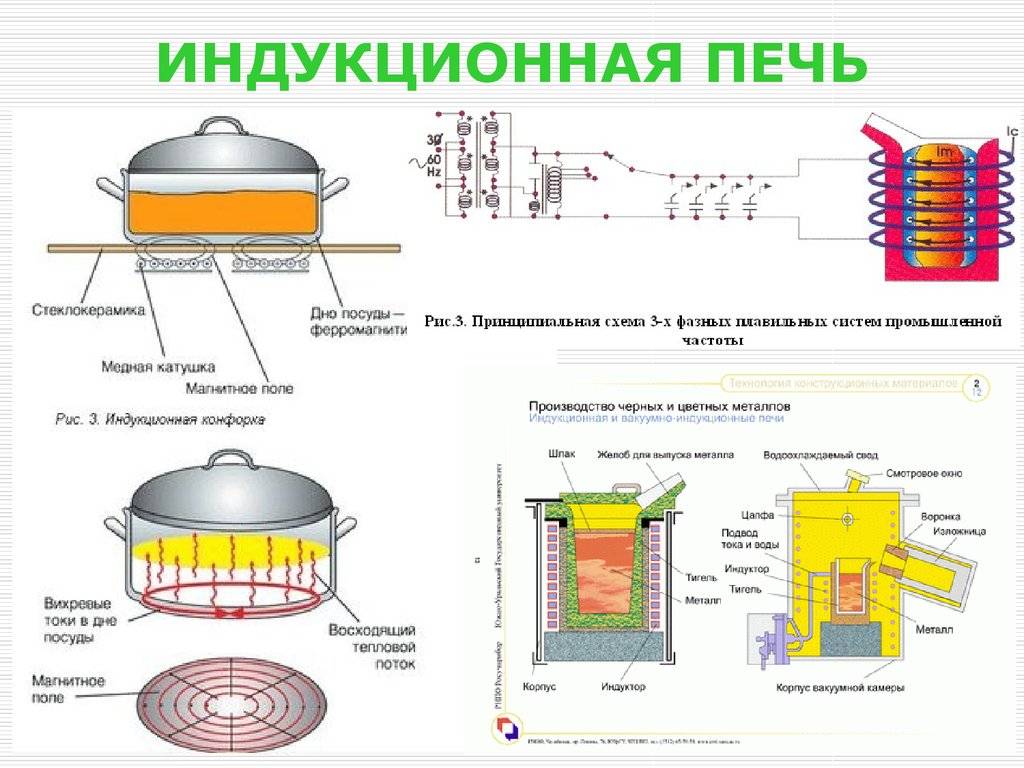
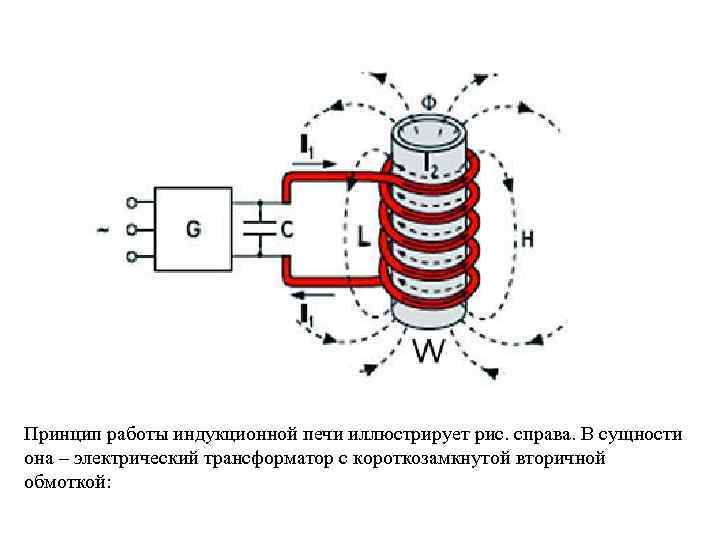
Принцип действия индукционной печи основан на разогреве материала с помощью вихревых токов. Для получения таких токов используется так называемый индуктор, который представляет собой катушку индуктивности, содержащую всего несколько витков толстого провода.
Индуктор питается сети переменного тока 50 Гц (иногда через понижающий трансформатор) или от генератора высокой частоты.
Протекающий по индуктору переменный ток генерирует переменное магнитное поле, которое пронизывает пространство. Если в этом пространстве окажется какой-либо материал, то в нем будут наводиться токи, которые начнут нагревать этот материал. Если этот материал – вода, то у нее будет повышаться температура, а если это металл, то через некоторое время он начнет плавиться.
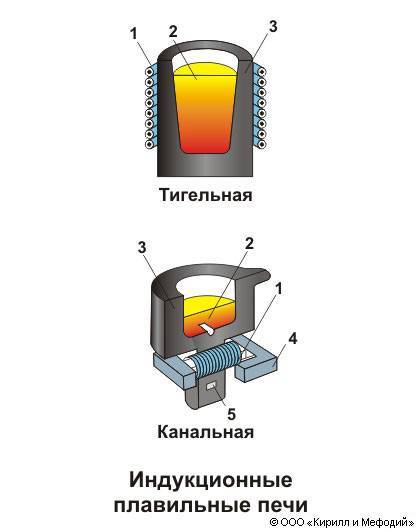
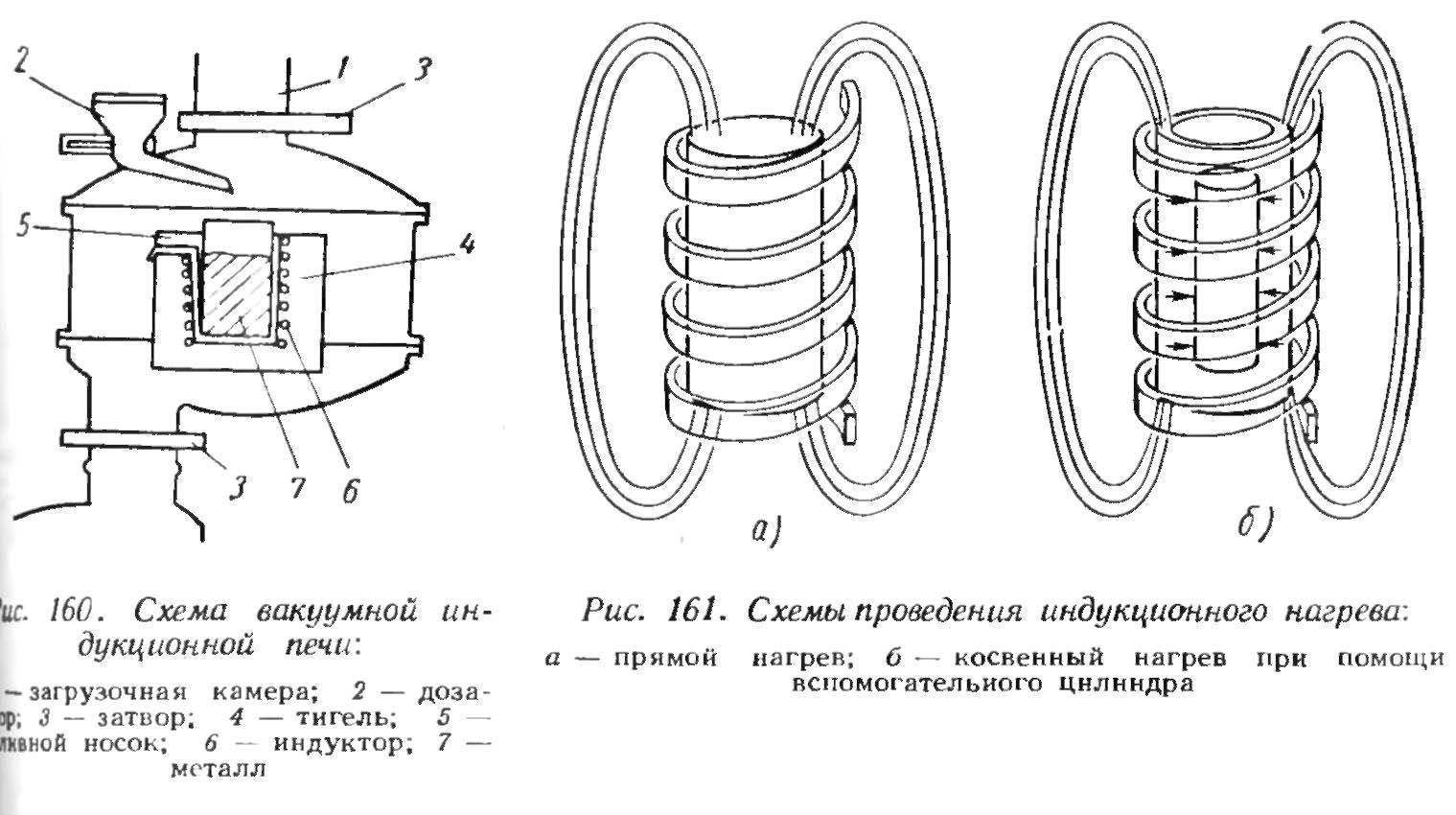
Индукционные печи бывают двух типов:
- печи с магнитопроводом;
- печи без магнитопровода.
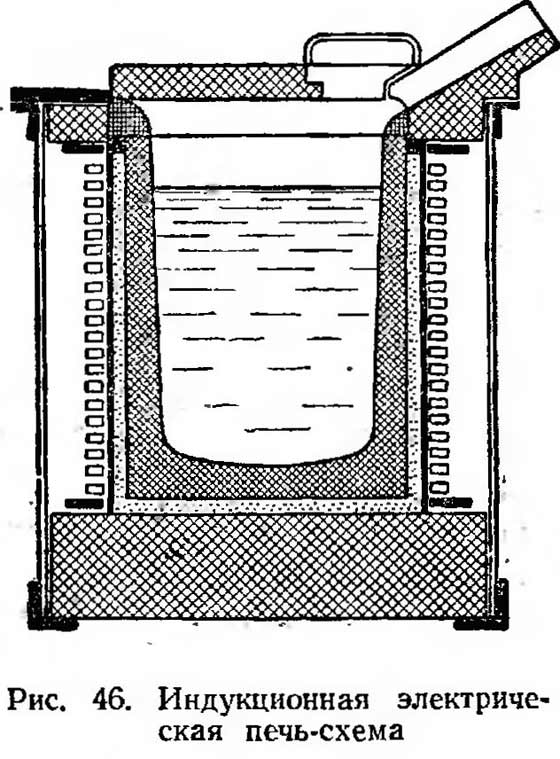
Принципиальная разница между двумя этими типами печей состоит в том, что в первом случае индуктор расположен внутри плавящегося металла, а во втором – снаружи. Наличие магнитопровода увеличивает плотность магнитного поля, пронизывающего помещенный в тигель металл, что облегчает его нагревание.

Индукционный нагреватель
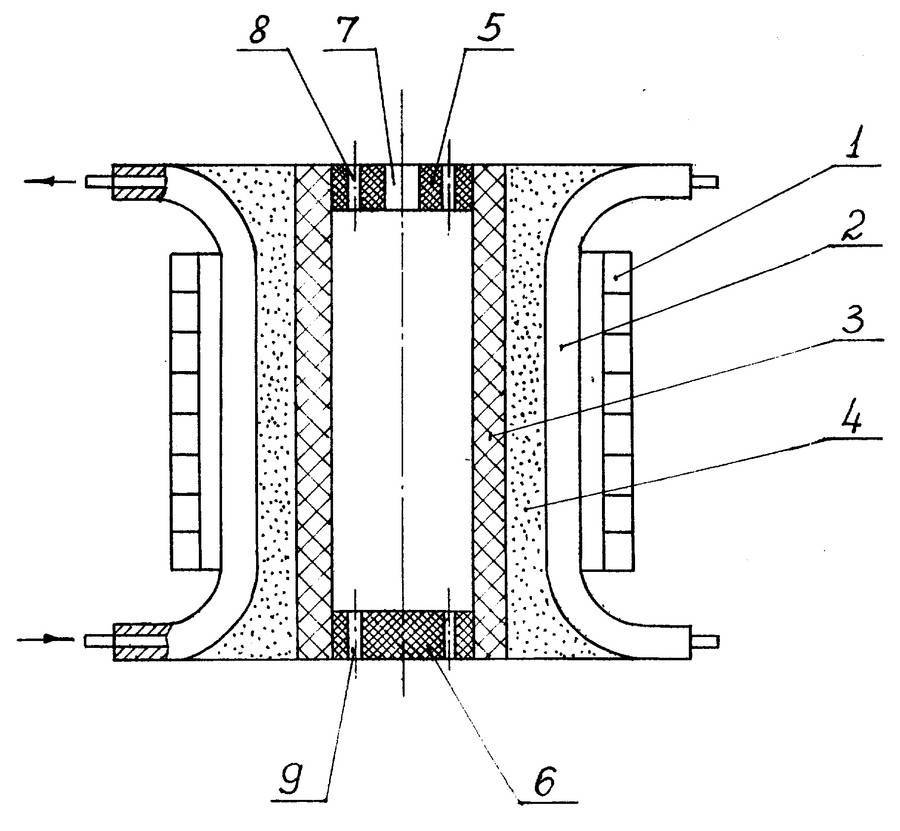
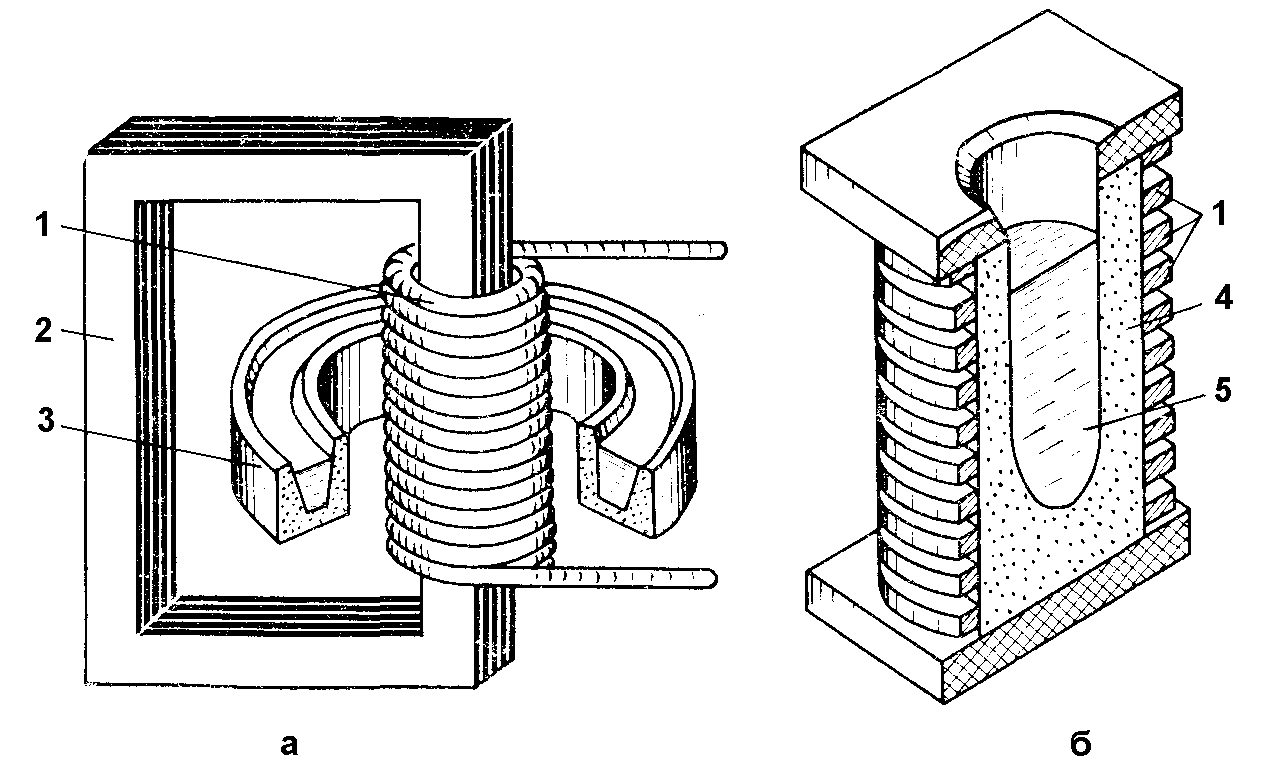
Примером индукционной печи с магнитопроводом является канальная индукционная печь. Схема такой печи включает замкнутый магнитопровод из трансформаторной стали, на котором располагаются первичная обмотка – индуктор и кольцеобразный тигель, в котором располагается материал для плавления. Тигель изготавливается из жаропрочного диэлектрика. Питание такой установки осуществляется от сети переменного тока с частотой 50 Гц или генератора с повышенной частотой 400 Гц.
Такие печи используются для плавления дюраля, цветных металлов или получения высококачественного чугуна.
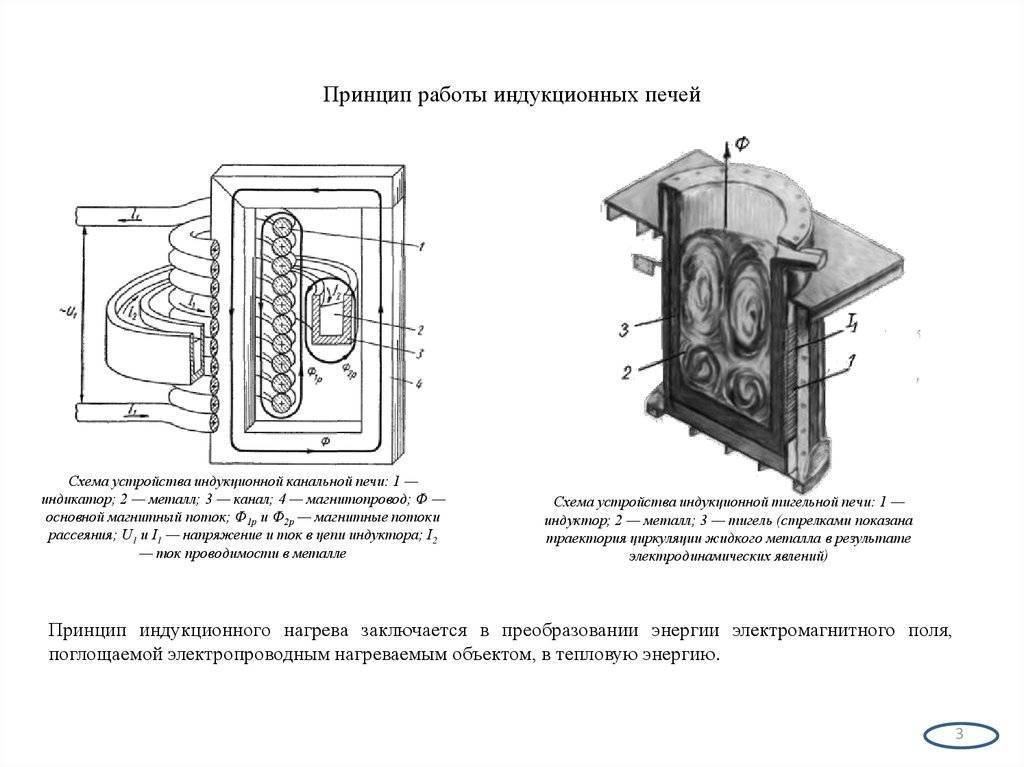
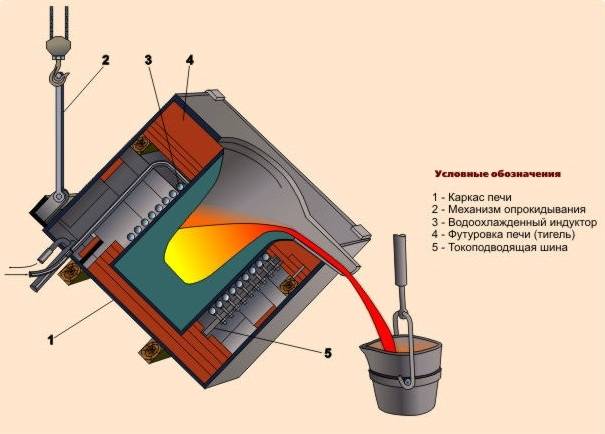
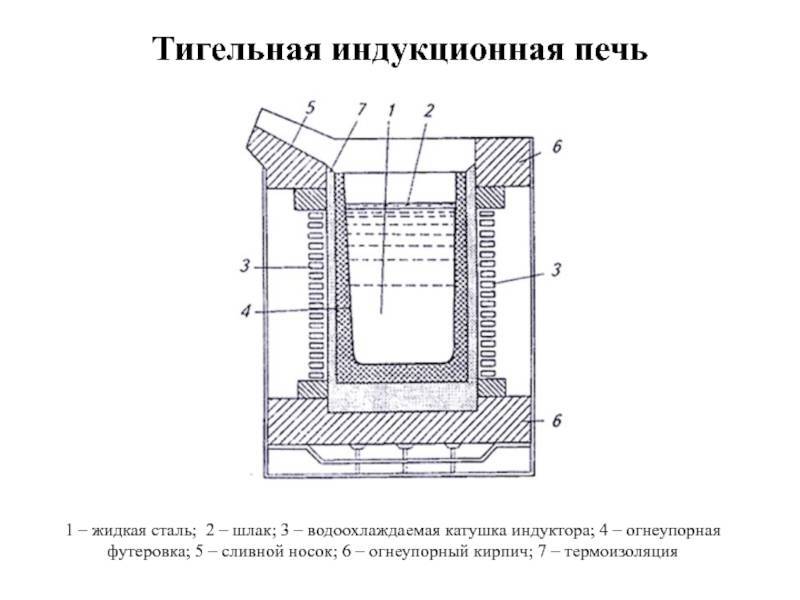
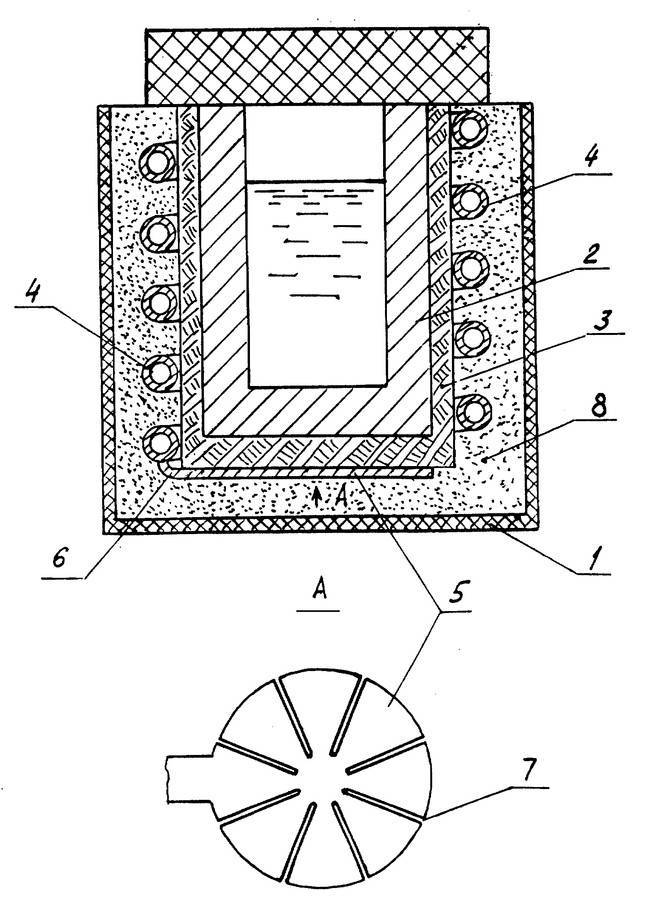
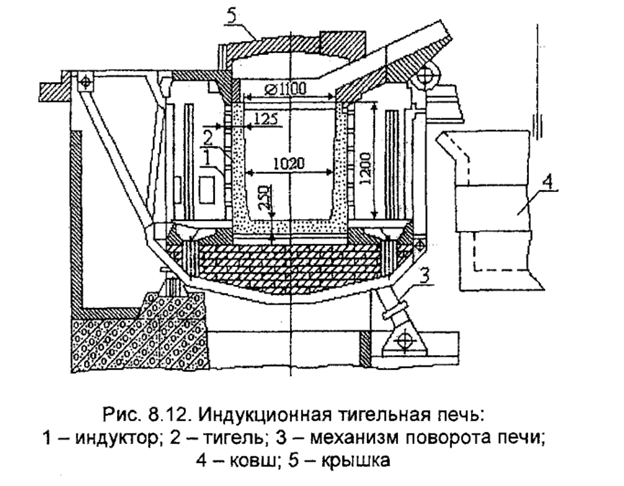
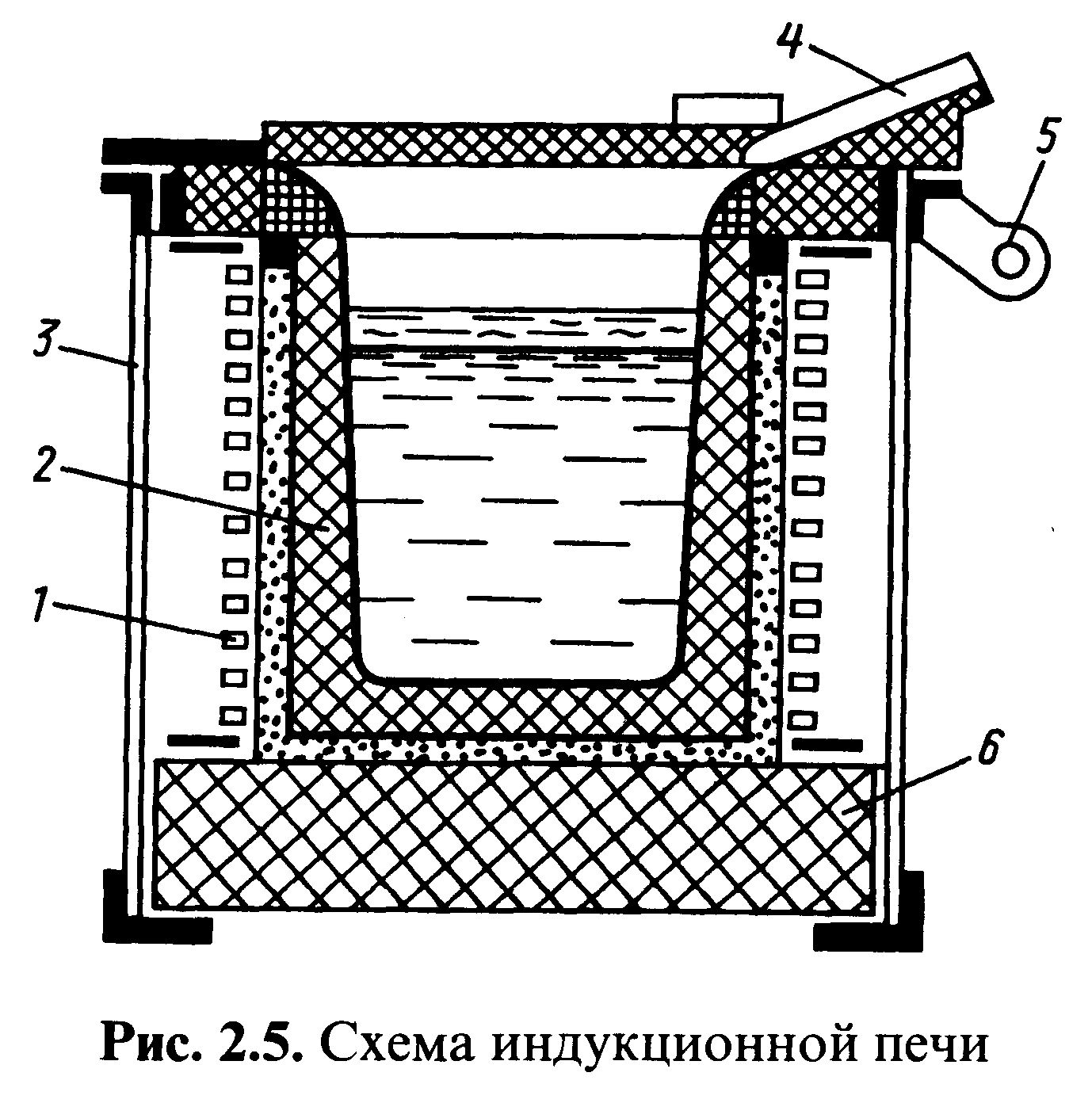
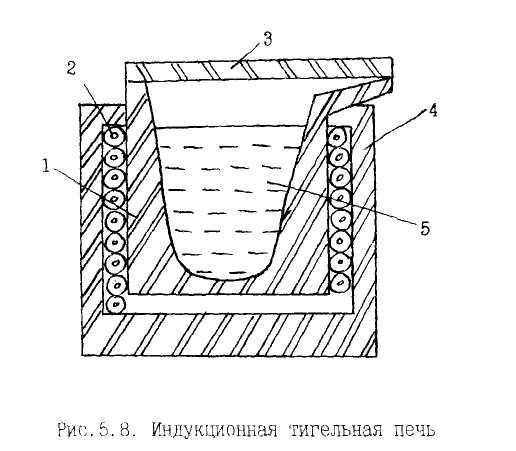
Большее распространение имеют тигельные печи, не имеющие магнитопровода. Отсутствие в печи магнитопровода приводит к тому, что магнитное поле, создаваемое токами промышленной частоты, сильно рассеивается в окружающем пространстве. И для того, чтобы увеличить плотность магнитного поля в диэлектрическом тигеле с материалом для плавления, необходимо использовать более высокие частоты. При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.
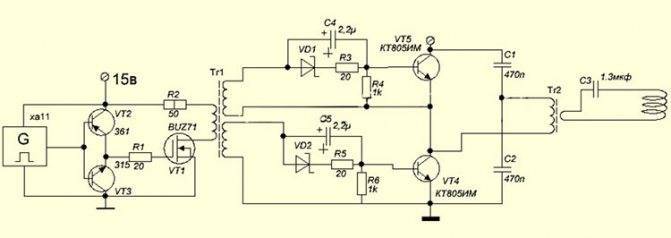
Схема изготовления индукционной печи
Как показали исследования, для обеспечения эффективного плавления металлов в тигельной печи желательно, чтобы частота питающего индуктор напряжения превышала резонансную частоту в 2-3 раза. То есть, такая печь работает на второй или третьей частотной гармонике. Кроме того, при работе на таких повышенных частотах происходит лучшее перемешивание сплава, что улучшает его качество. Режим с применением еще больших частот (пятой или шестой гармоники) может использоваться для поверхностной цементации или закалки металла, что связано с появлением скин-эффекта, то есть, вытеснением электромагнитного поля высокой частоты к поверхности заготовки.
Выводы по разделу:
- Существуют два варианта индукционной печи – с магнитопроводом и без магнитпровда.
- Канальная печь, относящаяся к первому варианту печей, более сложна по конструкции, но может питаться непосредственно от сети 50 Гц или сети повышенной частоты 400 Гц.
- Тигельная печь, относящаяся к печам второго типа, более проста по конструкции, но требует для питания индуктора генератора высокой частоты.
Если печь – это отопительный прибор для практических нужд, то камин нужен для декора и уюта. Камин своими руками: пошаговая инструкция по сборке, а также пример порядовки камина с аркой.
О том, как правильно опдойти к выбору электрического котла отопления, читайте тут.
А здесь https://microklimat.pro/otopitelnoe-oborudovanie/kotly/avtomatika-dlya-gazovyx.html вы узнаете, как работает автоматика для газовых котлов отопления. Котлы по способу инсталляции и разновидности энергозависимых систем.
Принцип работы оборудования
Важно знать особенности действия данного вида печи, чтобы хорошо разбираться в ее работе и параметрах. Работает оборудование за счет того, что с помощью специальных вихревых токов обеспечивается разогрев материала. Получаются такие токи за счет специального индуктора, являющегося катушкой индуктивности
В ней имеется насколько витков провода, обладающего довольно существенной толщиной
Получаются такие токи за счет специального индуктора, являющегося катушкой индуктивности. В ней имеется насколько витков провода, обладающего довольно существенной толщиной.


Индуктор может нагреваться за счет сварочного инвертора или другого оборудования. Принцип работы индукционной печи предполагает, что питание индуктора поступает от сети переменного тока, а также для этого может применяться генератор высокой частоты. Ток, протекая по индуктору, формирует переменное поле, пронизывающее пространство. Если в нем имеются какие-либо материалы, то именно на них наводятся токи, обеспечивая их эффективное нагревание.
Если используется печь для создания системы отопления в доме, то обычно в качестве материала выступает вода, которая нагревается. Если же оборудование предназначено для промышленных целей, то в качестве материала может использоваться металл, который под действием тока начинает плавиться. Таким образом, принцип работы индукционной плиты считается простым и понятным, поэтому создать ее своими силами достаточно просто.
Устройство индукционных печей может быть разным, поскольку можно выделить два совершенно разных вида:
- оборудование, оснащенное магнитопроводом;
- печи без магнитопровода.
В первом случае индуктор находится внутри специального металла, который под действием токов начинает плавиться. Во втором индуктор располагается снаружи. Схема каждого варианта имеет свои специфические отличия.
Считается, что особенности действия конструкции с магнитопроводом является более эффективным, поскольку этот элемент повышает плотность создаваемого магнитного поля, поэтому нагрев более оперативный и качественный.
Самым популярным примером печи, оснащенной магнитопроводом, является канальная конструкция. Схема данного оборудования состоит из замкнутого магнитопровода, созданного из трансформаторной стали. На этом элементе имеется индуктор, являющийся первичной обмоткой, и тигель, обладающий кольцеобразной формой. Именно в нем находится материал, предназначенный для плавления. Тигель создается из специального диэлектрика, обладающего хорошей устойчивостью к возгоранию. Используются данные конструкции для создания чугуна высокого качества или для плавления цветных металлов.
Пошаговая инструкция для сборки – несложные операции
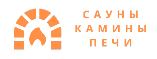
Распечатайте и повесьте над рабочим столом чертеж лабораторного инвертора Кухтецкого. После этого разложите все радиодетали по сортам и маркам и разогрейте паяльник. Закрепите два транзистора на радиаторах. А если вы будете работать с печью дольше 10-15 минут подряд, закрепите на радиаторах кулеры от компьютера, подключив их к рабочему блоку питания. Схема распиновки транзисторов из серии IRFZ44V выглядит следующим образом:
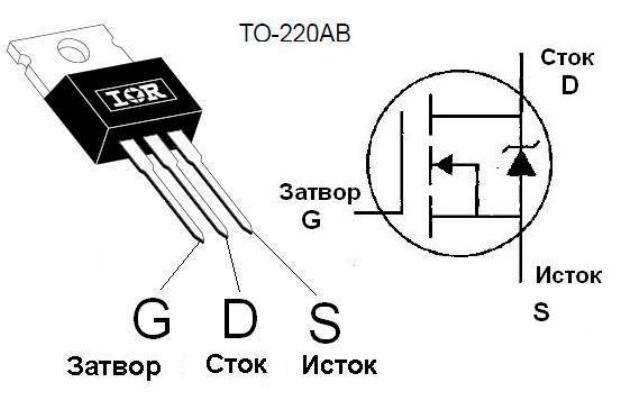 Схема распиновки транзисторов
Схема распиновки транзисторов
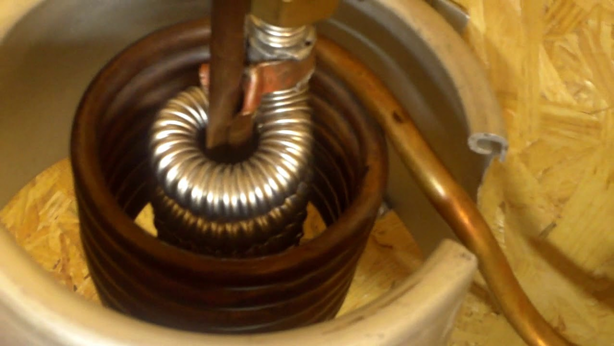
Возьмите медную проволоку на 1,2 миллиметра и намотайте на ее на ферритовые кольца, сделав по 9-10 витков. В итоге у вас получатся дроссели. Расстояние между витками определяется диаметром кольца, исходя из равномерности шага. В принципе все можно сделать «на глаз», варьируя число витков в пределах от 7 до 15 оборотов. Соберите батарею из конденсаторов, соединяя все детали параллельно. В итоге у вас должна получиться батарея на 4,7 мкФ.
Теперь сделайте индуктор из медной 2-миллиметровой проволоки. Диаметр витков в этом случае может равняться диаметру фарфорового тигля или 8-10 сантиметрам. Число витков не должно превышать 7-8 штук. Если в процессе испытаний мощность печи покажется вам недостаточной – переделайте конструкцию индуктора, меняя диаметр и число витков. Поэтому на первых парах контакты индуктора лучше сделать не паянными, а разъемными. Далее соберите все элементы на плате из текстолита, опираясь на чертеж лабораторного инвертора Кухтецкого. И подключите к контактам питания аккумулятор на 7200 мАч. Вот и все.
Кто изобрел?
Дуговая электрическая печь, а именно эффект плавления металла с помощью электрической дуги был впервые показан отечественным ученным Поповым в начале 19 века. Такие опыты показали, что с помощью электродуговой установки можно не только расплавлять металл и стали, но и восстанавливать новые материалы из окислов при нагревании совместно с углеродистыми восстановителями. Эти опыты стали прародителем электрической дуговой сварки.
Но параллельно с Поповым, исследования проводились и зарубежными ученными. Уже 1810 году Дэви Гемфри была показана первая экспериментальная установка горения дуги, а в 1853 была осуществлена попытка построения первой плавильной печи Пишоном. 1878 – год, когда Вильгельмом Сименсом был получен патент на изобретение первой печи, работающей на электродуге. Но первая в мире сталеплавильная дуговая установка появилась только 1899 году. Поэтому, споры кто изобрел это устройство тянутся до наших дней.
Широкое применение в сталеплавильной промышленности таких устройств началось после окончания 2 Мировой войны.
Несколько фото электродуговых печей:
Индукционная печь из сварочного инвертора – приспособление для плавки металла и для нагрева теплоносителя в системе отопления
 Идея использования такой индукционной установки в качестве плавильной печи металла во многом позволяет применить ее и в качестве котла отопления для небольшого помещения.
Идея использования такой индукционной установки в качестве плавильной печи металла во многом позволяет применить ее и в качестве котла отопления для небольшого помещения.
Преимуществом такого применения является:
- В отличие от плавки металла при наличии постоянно циркулирующего теплоносителя система не подвергается перегреву;
- Постоянная вибрация в электромагнитном поле не позволяет оседать на стенках нагревательной камеры отложениям, сужающим просвет;
- Принципиально схема без резьбовых соединений с прокладками и муфтами исключает возможность протечек;
- Установка практически бесшумна в отличие от других типов отопительных котлов;
- Сама установка без традиционных ТЭН-ов, имеет больший ресурс работы и высокую надежность;
- Нет выбросов продуктов сгорания, риск отравления продуктами горения топлива сведен к нулю.
Практическая составляющая процесса создания оборудования для обогрева помещения при помощи индукционной печи из инверторного сварочного аппарата состоит из следующих шагов.
- Для изготовления корпуса подбирается пластиковая труба с толстыми стенками и предназначенную, для использования в трубопроводах с высокой температурой и под высоким давлением;
- Для того чтобы металлический наполнитель постоянно находится в полости нагревателя изготавливаются две крышки с сеткой, чтобы через нее не вываливался наполнитель.
- В качестве наполнителя подбирается стальная проволока диаметром 5-8 мм, и режется кусочками длиной 50-70 мм.
- Отрезками проволоки заполняется корпус трубы и подсоединяется к системе.
Принцип работы этого устройства состоит в следующем:
- Индуктор из медной проволоки диаметром 2-3 мм с 90 – 110 витками устанавливается снаружи корпуса из пластиковой трубы;
- Корпус заполняется теплоносителем;
- При включении инвертора ток поступает на индуктор;
- В спирали индуктора образуются вихревые потоки, которые начинают воздействовать на кристаллическую решетку металла внутри корпуса;
- Отрезки металлической проволоки начинают нагреваться и нагревать теплоноситель;
- Поток теплоносителя после нагревания начинает движение, нагретый теплоноситель замещается холодным.
Такая принципиальная схема системы отопления на индукционном нагревательном элементе в практическом исполнении имеет один существенный недостаток – теплоноситель должен постоянно проталкиваться напором. Для этого в систему должен быть обязательно включен циркуляционный насос. Кроме того, рекомендуется установить и дополнительно датчик температуры это позволит контролировать теплоноситель и защитить котел от перегрева.
Канальные печи индукционной плавки
Такой тип нашел широкое применение в плавильном деле цветных металлов. Эффективно используется для меди и медных сплавов на основе латуни, мельхиора, бронзы. Активно плавят в канальных агрегатах алюминий, цинк и сплавы в составе этих металлов. Широкое использование печей этого типа ограничено из-за невозможности выполнить футеровку, стойкую к разрушениям, на внутренних стенках камеры.
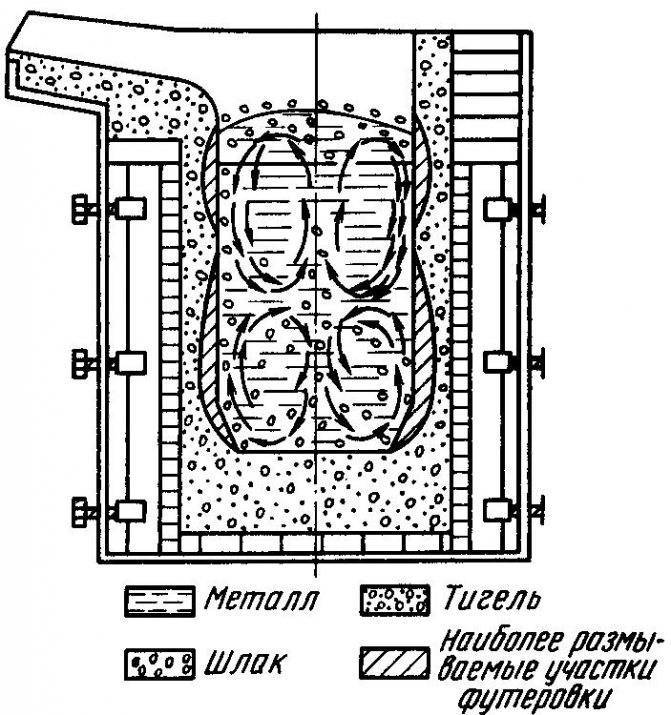
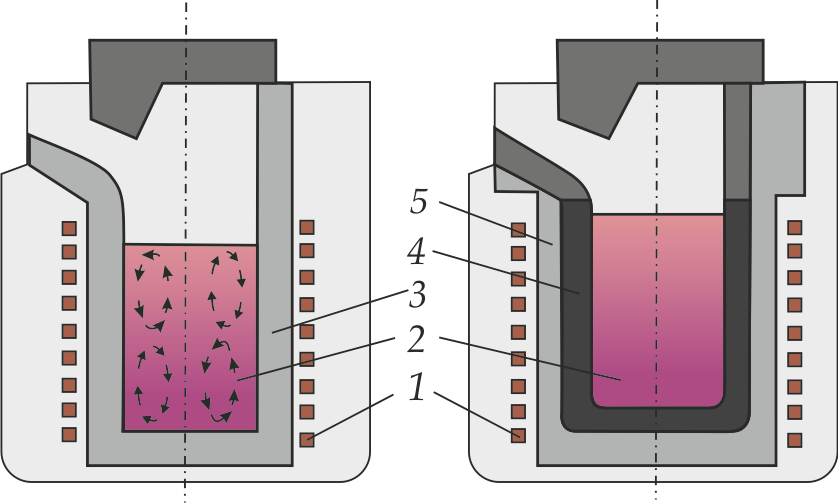
Расплавленный металл в канальных печах индукционного типа совершает тепловое и электродинамическое движение
, что обеспечивает постоянную однородность смешивания компонентов сплава в печной ванне. Использование канальных печей индукционного принципа оправдано в случаях, если к расплавленному металлу и изготовленным слиткам предъявляются особые требования. Сплавы получаются качественными в плане коэффициента насыщения газами, присутствия в металле органических и синтетических примесей.



Индукционные канальные печи работают по типу миксера и предназначаются для выравнивания состава, поддержки постоянной температуры процесса, и выбора скорости разлива в кристаллизаторы или формы. Для каждого сплава и состава литья существуют параметры специальной шихты.
Достоинства
- подогревание сплава происходит в нижней части, к которой нет воздушного доступа, что уменьшает испарение с верхней поверхности, нагретой до минимальной температуры;
- канальные печи относят к экономичным индукционным печам, так как происходящее расплавление обеспечивается маленьким расходом электрической энергии;
- печь имеет высокий коэффициент полезного действия благодаря применению в работе замкнутого контура магнитного провода;
- постоянная циркуляция в печи расплавленного металла вызывает ускорение плавильного процесса и способствует однородности перемешивания компонентов сплава.
Недостатки
- стойкость каменной внутренней футеровки снижается при использовании высоких температур;
- футеровка разрушается при плавлении химически агрессивных сплавов из бронзы, олова и свинца.
- при плавлении загрязненной низкосортной шихты происходит засорение каналов;
- поверхностный шлак на ванне не нагревается до высокой температуры, что не позволяет проводить операции в промежутке между металлом и укрытием и расплавлять стружку и скрап;
- канальные агрегаты плохо переносят перерывы в работе, что заставляет постоянно хранить в жерле печи значительное количество жидкого сплава.
Полное удаление расплавленного металла из печи ведет к ее быстрому растрескиванию. По этой же причине невозможно выполнить быструю перестройку с одного сплава на другой
, приходится делать несколько промежуточных плавок, получивших название балластных.
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
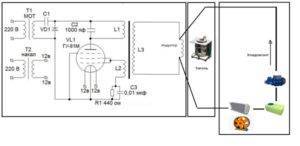
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.
Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Принцип работы индукционного нагревателя
Индукционный нагрев невозможен без использования трех основных элементов:
- индуктора;
- генератора;
- нагревательного элемента.
Индуктор представляет собой катушку, обычно выполненную из медной проволоки, с ее помощью генерируют магнитное поле. Генератор переменного тока используют для получения высокочастотного потока из стандартного потока домашней электросети с частотой 50 Гц.
В качестве нагревательного элемента применяется металлический предмет, способный поглощать тепловую энергию под воздействием магнитного поля. Если правильно соединить эти элементы, можно получить высокопроизводительный прибор, который прекрасно подходит для подогрева жидкого теплоносителя и отопления дома.
Галерея изображенийНезависимо от конструктивной сложности, габаритов и решаемых задач основными его компонентами являются индуктор, генератор вихревых токов и нагревательный элементНесомненным преимуществом индукционных нагревателей является быстрый разогрев при существенно более низких потребностях в электроэнергии по сравнению с другими нагревающими приборамиВеским минусом индукционных нагревателей признают обязательную необходимость в наличии источника энергии. Без электричества прибор совершенно бесполезенЕсли самодельный индукционный нагреватель установить на металлический отопительный трубопровод, то он будет не только эффективно греть теплоноситель, но и стимулировать движение нагретой жидкости по контуруДля того чтобы инвертор нормально работал в схеме с индукционной катушкой, его подключают через терморегулятор. К выходам подключают выпрямительные диоды, иначе система будет работать как электромагнит, а не как индукционный нагревательСамым простым генератором индукционных токов для самодельного нагревателя послужит инвертор, применяемый обычно в электросваркеИндукционную катушку, вырабатывающую вихревые токи, подключают к полюсам инвертора, при включении которого в сеть сразу начинает генерироваться тепловая энергияПринцип индукции применяется не только в подготовке теплоносителя и нагреве санитарной воды для гигиенических целей. Он используется в плавке металловСборка простейшего индукционного нагревателяБыстрое разогревание вихревыми токамиОбязательный доступ к источнику энергииНагрев металлической трубкиМодернизация обычного инвертораИспользование инвертора в качестве генератораТочки подключения индукционной катушкиПрименение индукции в плавке металлов
С помощью генератора электрический ток с необходимыми характеристиками подается на индуктор, т.е. на медную катушку. При прохождении через нее поток заряженных частиц формирует магнитное поле.
Принцип действия индукционных нагревателей основан на возникновении электротоков внутри проводников, появляющихся под воздействием магнитных полей
Особенность поля состоит в том, что оно обладает способностью на высоких частотах изменять направление электромагнитных волн. Если в это поле поместить какой-нибудь металлический предмет, он начнет нагреваться без непосредственного контакта с индуктором под воздействием созданных вихревых токов.



Высокочастотный электрический ток, поступающий от инвертора к индукционной катушке, создает магнитное поле с постоянно изменяющимся вектором магнитных волн. Помещенный в это поле металл быстро разогревается
Отсутствие контакта позволяет сделать потери энергии при переходе из одного вида в другой ничтожными, чем и объясняется повышенный КПД индукционных котлов.
Чтобы подогреть воду для отопительного контура, достаточно обеспечить ее контакт с металлическим нагревателем. Часто в качестве нагревательного элемента используют металлическую трубу, через которую просто пропускают поток воды. Вода попутно охлаждает нагреватель, что значительно увеличивает срок его службы.
Электромагнит индукционного прибора получают путем намотки проволоки вокруг сердечника из ферромагнита. Полученная в результате катушка индукции разогревается и передает тепло нагреваемому телу или протекающему рядом теплоносителю через теплообменник
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь
На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.





