
Разновидности точильных инструментов
Различают несколько основных инструментов для заточки ножей:
- Мусат. Представляет собой круглый металлический стержень, с насеченной точильной поверхностью и рукояткой. Применяют чаще всего для периодической доводки лезвия. Позволяет оперативно вернуть клинку рабочее состояние. При сильном затуплении не применяется.
- Точилка механическая. Компактное приспособление, которое имеет рукоять и точильный элемент, позволяющий обрабатывать лезвие сразу с двух сторон. Плюсы: быстрая заточка и небольшой размер. Минусы: Неточная доводка лезвия, вследствие чего быстрое его затупление
- Точилка электрическая. Универсальное приспособление, которое позволяет точить любые ножи, с различной степенью затупления. Электроточилок существует великое множество, различных размеров и форм. Различают их в основном по набору функций.
- Станок с абразивным кругом. Профессиональный инструмент, предназначенный для промышленного применения. Требует определенных знаний и навыков.
- Точильный брусок. Самый простой инструмент, требующий минимальных знаний. Различают бруски по зернистости: крупнозернистые, среднезернистые и мелкозернистые. Наиболее распространенный вариант, когда брусок имеет рабочую поверхность с двух сторон разной зернистости.
Мусат – применяют чаще всего для периодической доводки лезвия
Зернистость наждачной бумаги
Таблица стандартов «наждачки»: маркировка и зернистость
| ГОСТ Р 52381-2005 (Россия) | Размер зерна (мкм) | Назначение | |
| Крупнозернистые | |||
| P22 | 800-1000 | Черновая обработка | |
| P24 | 630-800 | ||
| P36 | 500-630 | ||
| P40 | 400-500 | Грубые работы по дереву | |
| P46 | 315-400 | ||
| P60 | 250-315 | ||
| P80 | 200-250 | Первичная шлифовка Сглаживание поверхности Удаление небольших неровностей | |
| P90 | 160-200 | ||
| P100 | 125-160 | ||
| P120 | 100-125 | ||
| P150 | 80-100 | Подготовка твердых сортов дерева к шлифовке Окончательная шлифовка мягких пород дерева Шлифовка старой краски под покраску | |
| P180 | 63-80 | ||
| Мелкозернистые | |||
| P240 | 50-63 | Окончательная шлифовка твердых пород дерева Шлифовка между покрытиями | |
| P280 | 40-50 | ||
| P400 | 28-40 | Полировка финальных покрытий Шлифовка перед покраской Мокрая шлифовка | |
| P600 | 20-28 | ||
| P1000 | 14-20 | Шлифовка металла, пластиков, керамики Мокрая шлифовка | |
| P1200 | 10-14 | Еще более тонкая шлифовка, полировка Удаление глянца, пятен, микроцарапин | |
| P1500 | 7-10 | ||
| P2000 | 5-7 | ||
| P2500 | 3-5 |
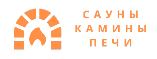
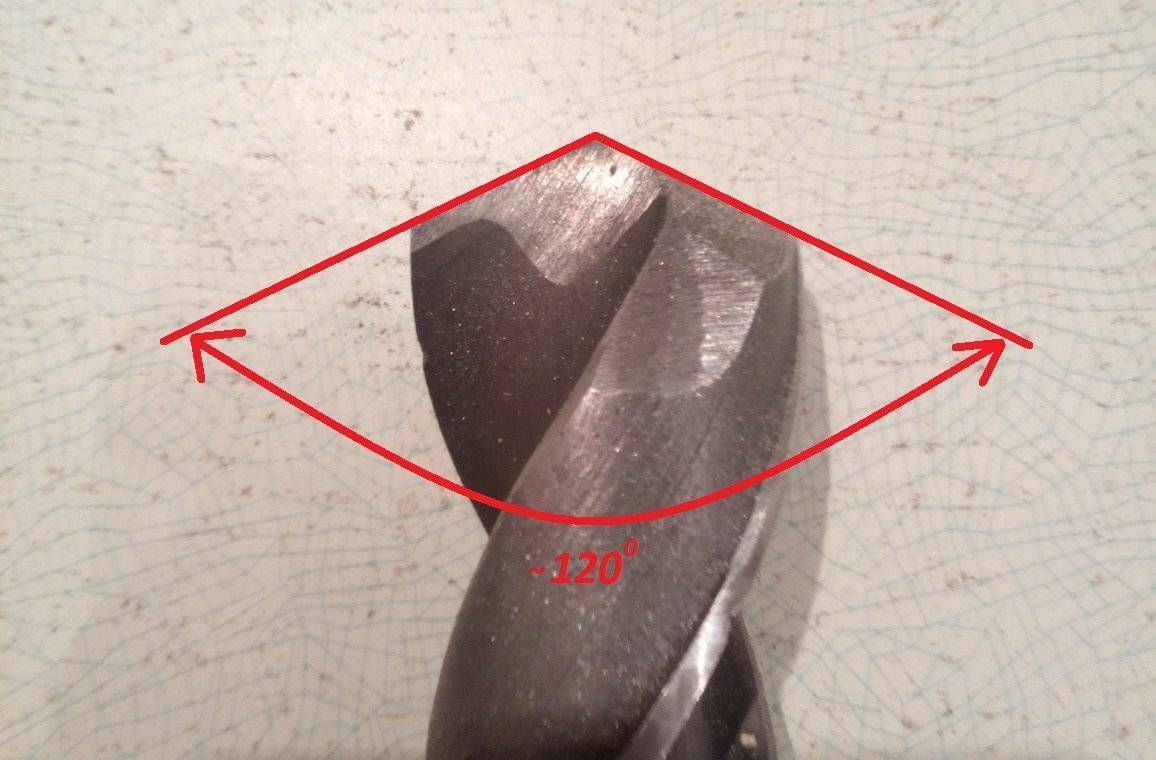
Как правильно заточить сверло, какие углы заточки существуют
Главный угол при вершине, определяющий возможность обрабатывать разные металлы – развертка кромок наконечника.
Его величина изменяется для разных материалов.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.
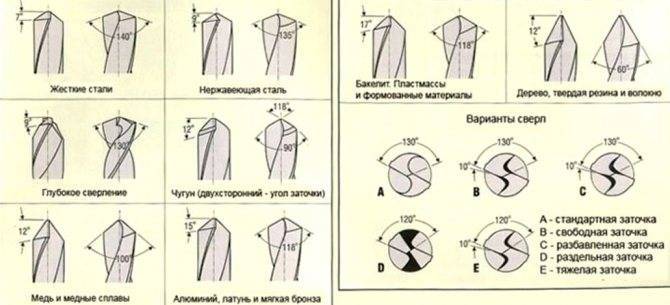
Чтобы понять, как правильно точить разные углы – необходимо понять, сколько их у сверла, и где они расположены. Для примера рассмотрим компоненты рабочей части, и величины углов наконечника для обработки нержавеющей стали:
Как видите, инструмент состоит из большого числа компонентов, каждый из которых выполняет свою работу. Однако не все кромки придется затачивать вручную. Да и контролировать процесс можно по универсальному шаблону.
Сверла по металлу выглядят одинаково, за исключением специальных моделей, которые в быту не применяются.

Хвостовик и шейка в обслуживании не нуждаются. Из рабочей части затачивается лишь режущая часть. Ленточка, предназначенная для формирования и отвода стружки, изготавливается на заводе. Обработать ее в домашних или даже промышленных условиях практически невозможно.
Режущая кромка состоит из задней и передней поверхностей, которые соединяются под острым углом. Именно эта кромка соскабливает стружку с заготовки, углубляясь в поверхность и формируя отверстие.
Если кромка не острая, имеет выщерблины и неровности – сверление сильно затрудняется, и происходит банальное холостое трение металла о металл.
Популярное: Делаем листогиб своими руками из подручных материалов
Способы заточки
Три ключевых метода:
- винтовая;
- коническая;
- двухплоскостная.
Тем не менее победитовое сверло способно затупиться. Проявляет себя ровно так, как и прибор по металлу — тяжело сверлит, перегревается и источает при функционировании досадный ультравысокочастотный шум. Основа заточки победитовых сверл приблизительно такая же, как и для оснащения по металлу, тем не менее имеются определенные значимые тонкости.
Винтовая заточка
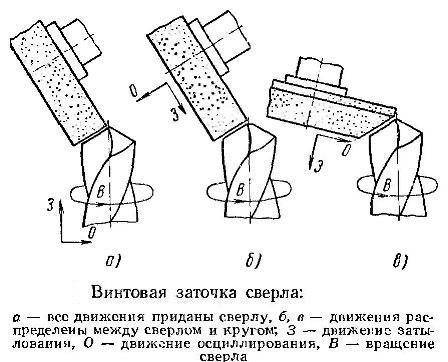
Винтовая заточка имеет три движения: вращение вокруг оси; возвратно-поступательное перемещение вдоль и движение поворота. Сложная работа, так как требует специальной сноровки на первоначальном этапе. Выполняется с содействием алмазного круга, а после завершения надфилем делаются пропилы. Стоит сосредоточиться на точении с двух рабочих сторон. Этот способ позволяет получить резкое увеличение заднего угла более чем на 20% к центральной части сверла, и имеет превосходства перед чаще применяемой заточкой по коническому или двухплоскостному типу.
Коническая
Этот вид является самым легким. Создает резкое увеличение угла сверла сзади. Работа занимает до двух минут времени. Правила по затачиванию:
- Инструмент стоит закрепить на платформе.
- Подносить к станку на пять секунд.
- После отвести сверло и перевернуть. Повторить процедуру.
Двухплоскостная
Угол при затачивании режущего инструмента обязан быть равен 60 градусам. Подходит для исправления ошибок, которые были допущены ранее. При таком методе стоит задуматься, для каких именно целей будет использоваться инструмент, в основном для тех материалов, которые не очень твердые. Главное при всех методах быть аккуратным, безошибочным. Специфика инструмента состоит в том, что в ходе обработки жестких материалов изнашиванию будет подвержена перемычка на режущей части, которая размещена в середине фрагмента верхней части сверла.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
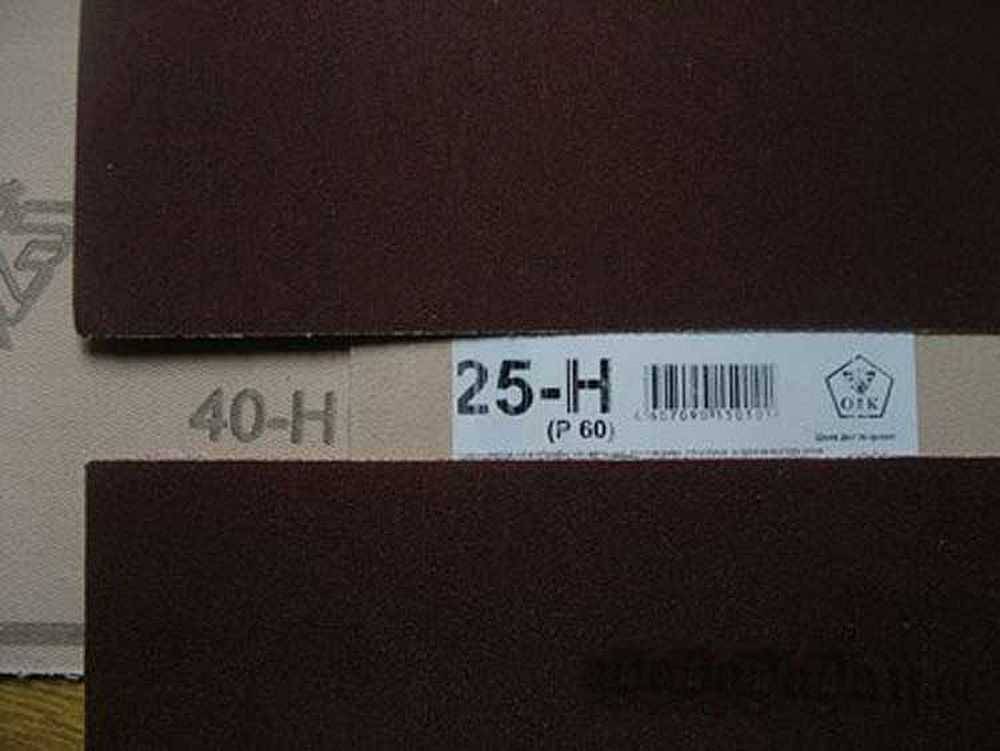
По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
| Маркировка зерна наждачной бумаги по ГОСТ 3647 | Маркировка ISO 6344 (ГОСТ 52381-2005 Россия) | Размер зерна в микрометрах (мкм) | Область применения и виды работ |
| 80-Р | Р22 | 800-1000 | Черновая обработка стали, другого металла, древесины, удаление ржавчины, заусенцев |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубые работы по дереву, первичная шлифовка древесины |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Сглаживание, Первичная шлифовка. Штукатурки, древесины, металла |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Снятие краски, шлифовка металла и мягких пород древесины, подготовка к шлифовке твердых пород древесины |
| 6-Н | Р180 | 63-80 |
При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
| Маркировка наждачной бумаги по ГОСТ 3647-80 | Маркировка наждачной бумаги ISO 4344 (ГОСТ 52381-2005 Россия) | Размер зерна шлифовальной шкурки в микрометрах (мкм) | Для каких работ использовать |
| 5-Н или М 63 | Р240 | 50-63 | Выравнивание перед покраской и начало шлифовки твердых пород |
| 4-Н или М 50 | Р280 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Окончательное выравнивание под покраску, шлифовка древесины |
| Н-3 или М28 | Р600 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шлифовка металла, пластика, керамики, мокрая доводка до гладкости древесины |
| М14 | Р1200 | 10-14 | |
| Н-0 или М10 | Р1500 | 7-10 | Сверхтонкая полировка металла, доводка до глянца пластика, древесины |
| Н-01 или М7 | Р2000 | 5-7 | |
| Н-00 или М5 | Р2500 | 3-5 |
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
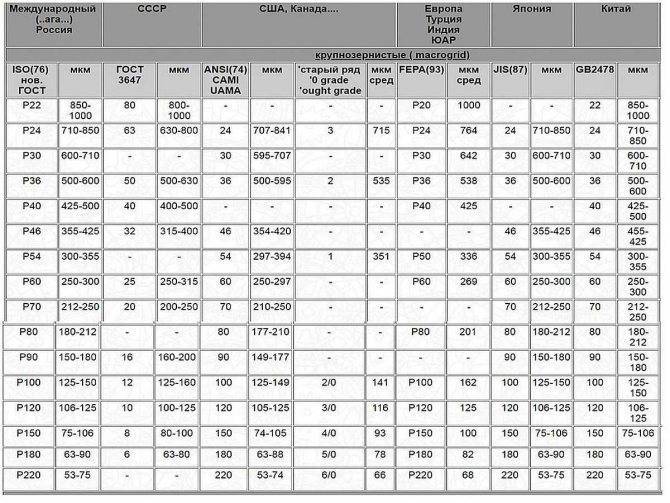
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Как делается доводка инструмента после заточки
При доводке удаляются мельчайшие царапины, оставленные наждачной бумагой, и обе поверхности, образующие режущую кромку, становятся отполированными как зеркало. Мы доводили наши стамески на кожаном ремне, натертом зеленой пастой из окиси хрома (отечественный аналог – паста ГОИ). Вы можете взять вместо ремня кусок любой выделанной кожи, например, голенище от старого сапога, а вместо полирующей пасты – любой чистящий порошок, применяемый в быту. Отличного результата можно добиться еще проще. Нанесите щепотку чистящего порошка на ровную дощечку из плотной древесины, например, клена, или кусок МДФ-плиты.










Затем снова используйте приспособление. Потом, вынув из него стамеску, отполируйте обратную сторону (спинку). Мельчайшие абразивные частицы, содержащиеся в чистящем порошке, удалят большую часть царапин и отполируют сталь до блеска.
Хранить заточенные стамески следует аккуратно, чтобы на режущей кромке не появились зазубрины. Закончив доводку лезвия для рубанка, сразу вставьте его в колодку и не выдвигайте режущую кромку ниже подошвы, если не собираетесь немедленно приступить к строганию.
Однажды приведя в порядок все режущие инструменты, выработайте полезную привычку всегда поддерживать их остроту регулярной заточкой. Тогда вам не придется начинать работу с абразива зернистостью 100 грит, а можно сразу взять бумагу № 320 и переходить к более мелким номерам.
На заметку: Точить или не точить?
Любые методы заточки с помощью наждачной бумаги формируют на лезвии плоскую фаску. Каждый раз вам приходится стачивать металл со всей фаски. Это не становится проблемой, если вы регулярно занимаетесь заточкой, чтобы ваши инструменты были всегда острыми.
Если на первом этапе заточки вы пользуетесь электрическим точилом, абразивный диск формирует вогнутую фаску (см.рисунок).
Конечно, можно действовать и так, а затем продолжить заточку на бумаге. Но мы рекомендуем всегда затачивать инструменты только на бумаге, так как при вогнутой фаске режущая кромка обычно получается менее стойкой.
При заточке инструмента возьмите на заметку:
Большинству из нас трудно оценить качество заточки, не прибегая к помощи увеличительного стекла. Эта простая лупа с восьмикратным увеличением не загораживает свет, и вы можете четко увидеть все недостатки.
При полировке насыпайте на ровную поверхность немного абразивного порошка и действуйте так же, как на наждачной бумаге. Для окончательной полировки режущей кромки обычно хватает нескольких движений.
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
Как изготовлено сверло
Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5, Р18 и им подобных;
- хвостовика, зажимаемого в патрон (сталь 45 или 40Х).
Рабочая часть, в свою очередь, представлена:
- режущим наконечником (второе название — заходный);
- калибровочным участком, выполненным цилиндром из канавок отвода стружки с калибровочной ленточкой.
На режущем наконечнике имеются:
- 2 режущие кромки (РК), соединяемые кромкой перемычки (или просто перемычкой);
- 2 задние поверхности.
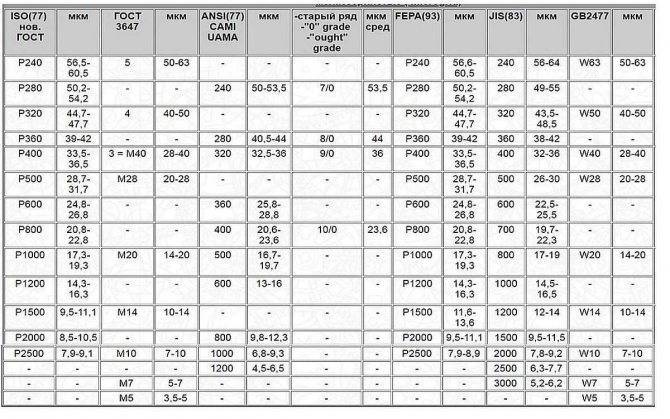
При восстановлении режущих кромок необходимо обращать внимание на конфигурацию перемычки, ибо на ней образуется центральная вершина
На самом деле перемычкой выступает слой металла, находящийся между двумя канавками отвода стружек. Он постепенно увеличивается по направлению от вершины к хвостовику.
Сформированная заточкой центральная вершина должна быть расположена строго на вертикальной оси вращения.
При этом создаются еще две боковые вершины за счет пересечения линии режущей кромки с задними поверхностями в местах их стыковки с калибровочными ленточками.
Боковые вершины после заточки должны быть расположены строго симметрично друг относительно друга, а соединяющая их линия направлена перпендикулярно оси вращения.
Какие углы создают оптимальное резание
Угол при вершине замеряется между режущими кромками. Его величина может изменяться от 116 до 130 градусов и зависит от твердости обрабатываемого металла. На легких сплавах применяют более остроугольную заточку.
Для бытовых целей не требуется добиваться соблюдения углов с точностью до 1 градуса. Здесь нормально работает его величина в 120О. Она образуется делением окружности на три части.
Угол между перемычкой и режущей кромкой создается за счет равномерного стачивания задних поверхностей до одной плоскости наклона. С обеих сторон он должен составлять 55 градусов.
Угол наклона спирали у разных изделий может несколько отличаться. Для наиболее твердых металлов его делают 25О, а для самых распространенных — 30.
Задний угол резания измеряется между перпендикуляром к оси вращения и образующей линией, расположенной на плоскости задней поверхности. Его оптимальная величина составляет от 7 до 10 градусов.
По направлению спирали сверла могут выполняться:
- правыми — для обработки металлов при прямом вращении;
- левыми — с обратным вращением.
Как длина инструмента влияет на качество сверления
Для разных условий эксплуатации выпускаются три типа изделий:
- короткие, выпускаемые по ГОСТ 4010-77;
- средние (ГОСТ 10902-77);
- длинные (ГОСТ 888-77).
Наилучшими эксплуатационными характеристиками (качество центровки и нагрузка при резании) обладают сверла короткой серии.
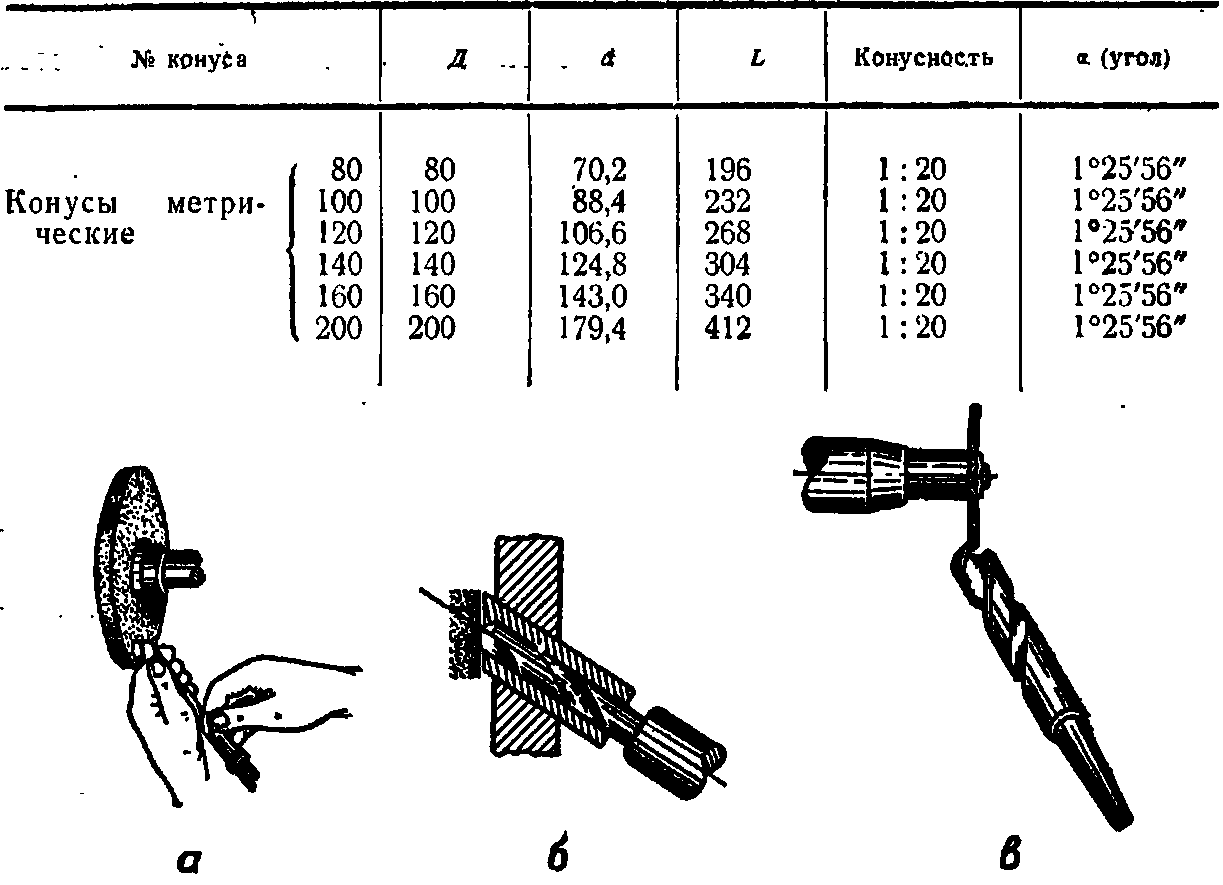
Как выбрать конусное сверло
Косвенным признаком качественного изделия будет являться его цена. К тому же по цвету металла можно будет сказать из материала и какой прочности изготовлен буравчик.
Ступенчатые изделия можно разделить по цвету на несколько групп по качеству:
- Серый цвет говорит, что изделие сделано из стали, которая не подвергалась дополнительной обработке. Такие изделия имеют невысокую прочность.
- Чёрный цвет указывает на закалку перегретым паром. Качество будет немного выше чем у серых собратьев, но и стоимость отличается в большую сторону.
- Тёмно-золотистый цвет получается, если инструмент подвергался высокотемпературному отпуску. Процедура позволяет убрать чрезмерное напряжение в металле, что положительно сказывается на эксплуатационных характеристиках изделия.
- Если конусное сверло имеет ярко-золотистый цвет, то по этому признаку можно идентифицировать наличие износостойкой поверхности состоящей из нитрида титана. Тип материала является самым
прочным, но и стоимость будет в несколько раз выше, в сравнение с дешёвыми аналогами.
Кроме качества материала на финальную стоимость будет влиять диаметр приобретаемого инструмента.

- качественное ступенчатое сверло по металлу 4-32 мм будет стоить не менее 1000 рублей;
- если не требуется сверлить отверстия большого диаметра, то можно приобрести сверло 4-20 мм, стоимость которого при равном качестве будет примерно 500-600 руб.
Какие лучше ступенчатые сверла по металлу можно определить по отзывам в сети Интернет. Качественную информацию получить можно на специализированных форумах, где общаются специалисты применяющие конусные изделия в ежедневной работе.
Заточка инструмента
При длительном использовании даже качественные изделия могут затупиться. Каждому домашнему мастеру необходимо знать, как заточить ступенчатое сверло по металлу. Процедура сложная, кроме теоретических сведений нужно освоить практические навыки.

Для заточки конусного буравчика необходимо выполнить следующие действия:
- закрепить сверло в тисках:
- взять в руки небольшую болгарку с точильным кругом;
- аккуратно заточить режущие кромки, которые были повреждены.
Так удаётся восстановить работоспособность конусного инструмента самостоятельно.
Если имеется возможность обратиться к специалистам, то можно за небольшие деньги получить полное восстановление буравчика.
Как сверлить
Хорошо заточенным инструментом легко сделать высокоточные отверстия в металлическом листе толщиной до 4 мм.

Чтобы выполнить сверление правильно, желательно придерживаться рекомендаций:
- место для сверления намечается керном;
- сверло во время работы держится в строго перпендикулярном положении по отношению к плоскости металла;
- сверление металла производить на малых оборотах. Чем больший диаметр отверстия необходимо сделать, тем медленнее должен вращаться режущий инструмент. Идеально для выполнения данной задачи подходит шуруповёрт;
- следует смазать сверло небольшим количеством машинного масла, чтобы снизить рабочую температура инструмента во время работы.
При соблюдении требований конусное изделие прослужит долго, без заточки.
Взглянем на этот вопрос с финансовой стороны
Качественные природные камни имеют более чем приличную цену, и для хорошей заточки потребуется и «хороший» набор. Учитывая, что самый скромный и маленький комплект насчитывает 5-6 камней, итоговая стоимость составляет около 8-10 тысяч рублей. А






если при нелепой случайности этот считай золотой, камушек упадет и разлетится вдребезги, что происходит не так редко. У «простых смертных» людей возникает такое чувство, будто бы ты уронил дорогущую фарфоровую вазу, которой 200 лет.
Еще одна, не очень приятная, сторона медали – никто не сможет дать вам гарантии, что камни даже из одной партии обладают одинаковыми характеристиками, обычно это значение сильно усреднено.
Такая ситуация обусловлена именно процессами добычи и реализации природных камней. Получается своеобразная рулетка. Искусственные камни тут одержат верх при практически одинаковой цене.
Наждачная бумага лишена обоих этих недостатков. Только подумайте, какой запас наждачки можно взять лишь на стоимость одного камушка и достигать точно таких же «зеркальных» показателей гораздо больший промежуток времени.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
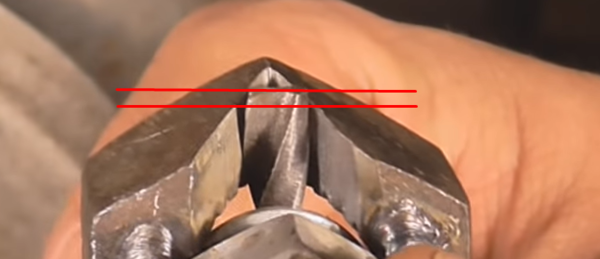
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Как продлить срок службы сверла
Чтобы сверло меньше изнашивалось, необходимо соблюдать некоторые правила работы.
- Не перегревайте сверло. Для этого работайте с интервалами и используйте охлаждающую жидкость.
- Установите правильную скорость вращения. Ее выставляют с учетом типа и диаметра сверла, а также материала.
- Извлекайте стружку. Периодически извлекайте сверло из отверстия и удаляйте стружку, так оно не застрянет в обрабатываемой детали.
- Просверливайте отверстия в несколько подходов. Если требуется сделать отверстие диаметром более 6 мм, используйте сверла разного размера (от большего к меньшему), это гарантирует более высокую точность работы.
Самостоятельная заточка

Заточке подвергается только режущая кромка (канавка). Переходы ступенчатых свёрл затачивать запрещено, так как это ведёт к изменению геометрии рабочей поверхности и образованию заусенцев при работе. Неправильная заточка приводит к снижению качества инструмента, часто — к полной негодности.
Долгий срок службы конических свёрл предполагает необходимость периодической перезаточки. В домашних условиях проще всего ей поддаются свёрла с прямолинейной поступательной канавкой. Вручную это делают, пользуясь абразивными стержнями, алмазными брусками для ножей или наждачной бумагой.
Обработка на специальном оборудовании
Мы подробно рассказали, как заточить сломанное сверло на станке, но ведь существуют и иные варианты. Например, использование специально созданных для заострения приспособлений, которые принципиально делятся на 2 вида.
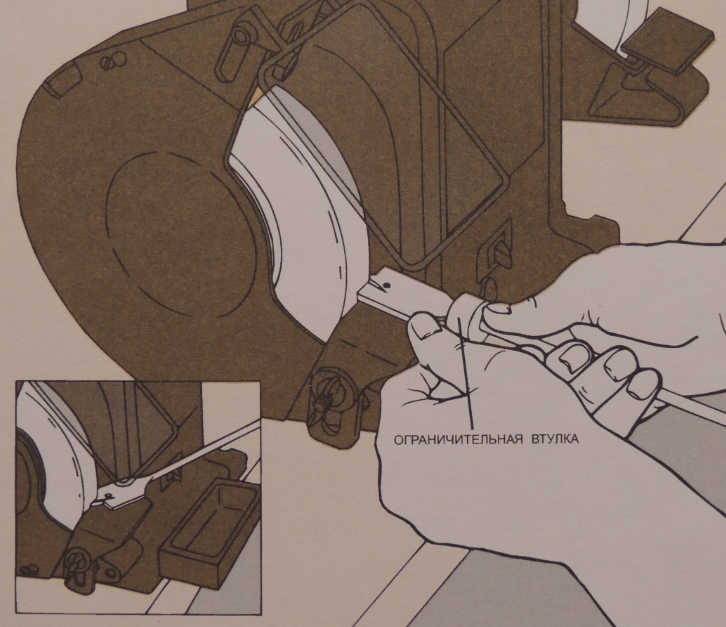
Шлифовальные насадки – каждая из них представляет собой цилиндрический прибор. С одной стороны, у нее зажимы, благодаря которым она фиксируется на дрели, с другой – крышка с отверстиями разного размера. Вставляете в подходящее стержень, убеждаетесь, что он расположен строго горизонтально, и включаете электроинструмент на 10 секунд, а после поворачиваете хвостовик на 180 0 и повторяете процедуру. Минус здесь – в ограничении по диаметру (3-10 мм) и в необходимости контролировать направление подачи. Плюс – в доступной цене такой помощницы.
Стационарные приспособления – с неподвижной платформой и поворотной частью, на которой и закрепляется резец. Подносите последнюю к абразиву и удаляете все дефекты. Достоинство – в удобстве и безопасности пользования: вы легко и точно выставляете угол и не приближаете руку к диску. Недостаток – в отсутствии мобильности: для предотвращения вибраций основание нужно жестко фиксировать.

Как выбрать сверло
Перед тем как решать вопрос, как заточить сверло правильно, хотелось бы немного остановиться на самом режущем инструменте.
Начнём с того, что сверла на рынке строительных инструментов представлены в достаточно широком ассортименте. Так как нас интересует только оснастка по металлу, то надо отметить, что и здесь выбор есть.
Во-первых, можно провести выбор по цвету инструмента:
- Чёрный – это оксидная плёнка, функции которой – защитить основу сверла от коррозии и высоких температур. Поэтому эта разновидность обладает высокой прочностью и износостойкостью.
- Серый – этот инструмент можно спокойно отнести к оснасткам невысокого качества.
- Ярко-золотистый. Такой цвет говорит лишь об одном – в составе стали, из которой инструмент изготовлен, есть титан.
- Темно-золотистый. То же самое, что и предыдущий вариант, только внутри стального стержня отсутствуют внутренние напряжения. Отсюда его высокие качества.
Виды свёрл по металлуИсточник rozetka.com.ua
Необходимо отметить, что большинство свёрл по металлу – это стержни, изготовленные из инструментальной стали. Но, чтобы увеличить их режущие характеристики, нужно усилить режущую кромку. Поэтому в продаже сегодня можно приобрести четыре разновидности оснастки с разными покрытиями:
- Все та же оксидная плёнка чёрного цвета.
- TiCN – это карбонитрид титана.
- TiAIN – это титано-алюминиевый нитрид.
- Сам нитрид титана.
- Керамика.
В основном в быту, да и многие мастера для сверления отверстий в металле используют спиральные сверла. Это стальной цилиндрический стержень, в котором нарезаны канавки в виде спирали. Отсюда, в принципе, и название.
Меньшую часть этого инструмента занимает хвостовик, который и зажимается в патроне оборудования по сверлению или в дрели, перфораторе. Основную часть занимает цилиндр с канавками. Канавки нарезаются с одной целью – создать пространство, по которому металлическая стружка будет покидать место сверления, не мешая основному процессу.
Спиральное сверло: его части и элементыИсточник studfile.net
Спиральная оснастка также имеет небольшую классификацию, где присутствует три позиции:
- Классическое сверло.
- Левостороннее. Его используют, когда надо высверлить из отверстия сломавшийся крепёжный элемент: болт, шуруп и прочее.
- Высокой точности. Если стоит задача высверлить отверстие с минимальными погрешностями, то используют именно его.
Итак, разобравшись в ассортименте оснастки, переходим непосредственно к главному вопросу – как заточить сверло по металлу.
Что такое наждачная бумага
Наждак, шлифовальная шкурка (или просто шкурка), шлифшкурка, абразивная или наждачная бумага — это все названия одного и того же материала. Этот материал представляет собой абразив на гибкой основе для ручной или аппаратной обработки различных материалов. Есть наждак для металла, древесины, пластика, стекла. Применяют иногда и для обработки штукатурки и шпатлевки, но для этих целей удобнее может быть шлифовочная сетка. Она не так забивается.
Наждачная бумага, шлифовальная шкурка или бумага, наждак, шлифшкурка — это все об этом материале
Абразив для шкурки — это небольшие частицы жестких материалов разного размера. Эти частицы называют зернами, а их размер — зернистостью. Они приклеиваются на гибкую основу. Чаще встречается шлифовальная/абразивная шкурка на бумажной основе. Это самый дешевый вид, но не самый прочный. Тканевая основа более надежна, но может тянуться, что тоже не всегда удобно при работе. Наждак на полиэтиленовой основе — водостойкий шлифовальный материал. Это наиболее дорогой вид, но можно работать даже в воде. Для мокрой обработки также применяется наждак на водопрочной бумаге.

Применяют наждачную бумагу для обработки металла, древесины, пластика, стекла
Наждачную бумагу применяют для устранения неровностей и дефектов, для получения гладкой поверхности, шлифовки и полировки. Так что обработка наждаком может быть грубой или тонкой. Под грубой понимают устранение краски или ржавчины, заусенцев, первичное выравнивание поверхности. Для этой работы применяют материал с крупным (от 500 мкм до 1 мм и более) и средним (от 200 мкм до 500 мкм) зерном. Получение ровной и гладкой поверхности — шлифовка, полировка — это уже тонкая или финишная обработка. Для этого типа работ применяют шкурку с мелким зерном (менее 200 мкм).
Заточка сверл. Правила и основные моменты.
При обработке рабочая часть сверла изнашивается, а режущая кромка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рис. 3.31, а), причем в ряде случаев он сопровождается срезанием уголков и части ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (рис. 3.31, б), либо участков со встречным конусом (рис. 3.31, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (рис. 3.31, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (рис. 3.31, д) резко сокращает число возможных заточек и приводит к их выкрошиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
При обработке отверстий диаметром от 0,25 до 12 мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка (рис. 3.32, а).
При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки – поперечной кромки (рис. 3.32, б).
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки (рис. 3.32, в).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки (рис. 3.32, г).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки (рис. 3.32).
Основные правила заточки сверл
1. Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка.
2. Необходимо соблюдать следующие требования к заточке сверл:
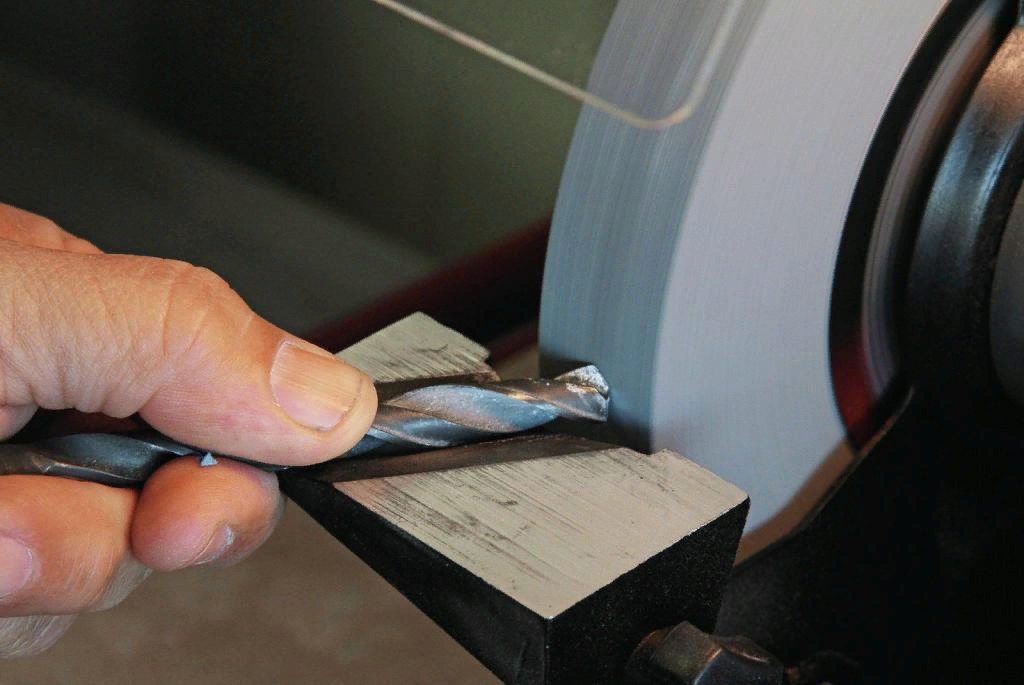
• заточку следует производить периферией заточного круга;
• в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке – хвостовик сверла;
• кисть левой руки должна опираться на подручник станка.
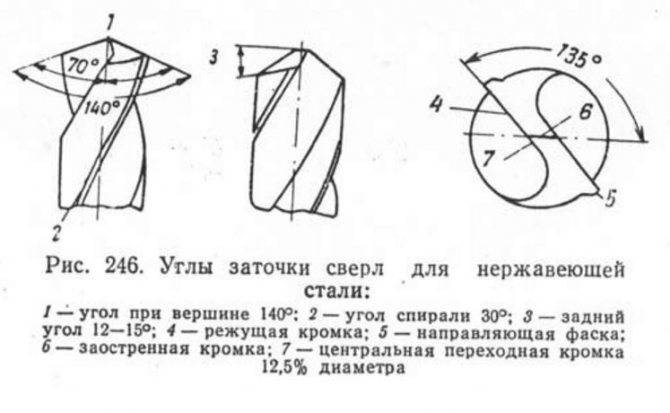
3. При заточке следует периодически проверять правильность заточки сверла по специальному шаблону (рис. 3.33):







• длина режущих кромок должна быть одинаковой;
• угол заточки при вершине сверла должен соответствовать шаблону;
• углы между кромками и боковой поверхностью сверла должны быть одинаковыми;
• углы заострения кромок должны быть равны и соответствовать шаблону.
4. Необходимо заправить режущие кромки сверла на бруске.
5. Необходимо произвести пробное сверление отверстия заточенным сверлом:
• стружки от обеих режущих кромок должны быть одинаковой толщины (проверять визуально);
• диаметр просверленного отверстия должен точно соответствовать диаметру сверла;
• отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
6. Необходимо соблюдать следующие требования правил безопасности:
• заточку сверл малого диаметра надо производить на мелкозернистом круге;
• запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него;
• категорически запрещается осуществлять заточку сверл «на весу», т. е. без использования подручника;
• обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
купить качественные сверла ТМ ПрофОснастка оптом
купить сверла в розницу и через интернет — магазин
Готовые насадки для заточки
Качественно заточить сверло на наждаке без опыта очень сложно. Поэтому для электроинструмента производятся специальные насадки. Обычно они устанавливаются на дрель.
Насадка имеет круглую форму и небольшие размеры. Может быть рассчитана на разные углы и диаметры свёрл. После установки приспособления на дрель с торца нужно вставить сверло. Далее нужно только на несколько секунд включить прибор.
Заточка двухплоскостных оснасток производится в 2 этапа. После первого прохода сверло следует вынуть, провернуть на 180°, и вставить обратно. Таким образом затачиваются обе плоскости.





