
Соединение металлических труб отопления без сварки
Наиболее быстрым способом соединение без применения сварки является компрессионный фитинг. Тем не менее, рассмотрим и другие методики: резьбовое соединение и установка ремонтно-монтажной обоймы. Последняя применяется как для стыковки, так и устранения протечек, возникших вследствие растрескивания металла.
Резьба
Создать резьбовое соединение получится только при условии свободного доступа к трубе, т.е. на этапе первично установки. В остальных случаях провести нарезку резьбы будет достаточно проблематично или невозможно. Сама процедура проводится по следующей схеме:
- Очистить трубу от краски и ржавчины. Если имеются металлические наплывы после выполненной ранее сварки, их следует спилить. Соединяемая поверхность должная быть чистой и гладкой.
- Используя напильник, снять фаску с торца, где был выполнен срез.
- Взять плашку подходящего размера, вкрутить в нее ручки. Промазать резцы смазкой или салом.
Плашка
- Установить инструмент на трубе, убедиться, что он расположен строго перпендикулярно.
- Произвести пол оборота плашки по часовой стрелке, затем четверть оборота против. Затем повторять движение, пока резьба не будет нарезана.
Теперь разберемся, как врезаться в трубу отопления без сварки. Для этого потребуется использовать муфту с гайкой. Она может иметь три ответвления для создания разводки. При создании резьбы, следует помнить, что на одной трубе она должна быть в 2 раза длиннее. Закрепление муфты:
- На более длинную резьбу накручивается гайка, затем муфта.
- На вторую трубу накручивается гайка.
- Детали сопоставляются вместе, после чего муфта скручивается с длинной резьбы и частично накручивается на короткую. Элемент должен оказаться примерно посередине разреза.
- Осталось накрутить гайки с обеих сторон, предварительно намотав на резьбы уплотнительный материал (фум-ленту, паклю).
Подобное соединение считается достаточно прочным и может прослужить не один год.
Монтаж резьбовой муфты
Компрессионные фитинги для стальных труб
Данный вид соединения позволяет провести отопление без сварки труб и нарезания резьбы. При этом специалисты отмечают высокую надежность компрессионных фитингов, лидером производства которых является фирма Гебо. Отсюда часто возникает путаница понятий – многие называют эти соединительные приспособления в честь популярного производителя (яркая аналогия – марка Xerox, которая стала нарицательным именем для работ по копированию документации).
Компрессионный фитинг
Среди плюсов данного способа соединения можно выделить скорость работы, и отсутствие необходимости использования специального инструмента. Все что понадобиться – это два баллонных ключа, которыми будет удерживаться и зажиматься фитинг.
Методика работы следующая:
- Надеть на трубу детали фитинга в последовательности: гайка, зажимное кольцо, прижимное кольцо, уплотняющее кольцо.
Схема монтажа компрессионного фитинга
- Надеть муфту, убедиться, что все элементы расположились правильно и без перекосов.
- Затянуть гайку. Должен остаться виден один виток резьбы. Если после подачи теплоносителя появилась небольшая протечка – гайку можно подтянуть.
- Произвести те же действия в отношении второй стороны фитинга.
Больше узнать о компрессионных фитингах можно посмотрев видео:
Ремонтно-монтажная обойма
При эксплуатации старых систем или превышении давления, часто возникает вопрос, как заделать трубу отопления без сварки. Для этих целей применяется ремонтно-монтажная обойма. Она может быть выполнена в виде муфты или тройника. Внешняя часть детали металлическая с прижимными болтами, внутри резиновая прокладка.
Ремонтно-монтажная обойма
Элемент зачастую используется для экстренного устранения течи, но может быть применен и как постоянный вариант соединения труб водоснабжения. Инструкция по применению:
- Очистить места прилегания трубы от краски и прочих отложений, которые могут повлиять на будущую герметичность.
- На место соединения наложить резиновый уплотнитель. Пронаблюдать, чтобы его разрез не попал на место стыковки верхней и нижней части обоймы.
- Промазать разрез герметиком и, при возможности, дать некоторое время на высыхание.
- Установить части обоймы, закрепить болтами.
Схема установки ремонтно-монтажной обоймы Это все варианты создания прочного соединения между металлическими трубами без использования сварочного аппарата. Теперь опишем несколько методов при работе с металлопластиковыми деталями.
Сварка труб электросваркой плавящимся и неплавящимся электродами
Эффективнее всего проводить сварку технологических трубопроводов электродом вручную или посредством автомата. Это может быть методика работы плавящимся или неплавящимся электродом (аргонно-дуговая сварка). Технология сварки труб реализуется в три основных этапа:
- Подготовительный, который делится на две части – подготовка мастера и подготовка материала. К подготовке сварщика стоит отнестись очень ответственно, так как от этого зависит его безопасность. Обязательно нужно подготовить спецодежду и защитную маску для глаз, чтобы предотвратить ожог яркими искрами. Под подготовкой деталей имеется в виду тщательная зачистка труб под сварку от коррозии, краски и загрязнений. Перед ручной дуговой сваркой трубопроводов нужно хорошо металлической щеткой или наждачной бумагой обработать стыки и площадь, прилегающую к ним. Если этого не сделать, то могут быть «пробелы» в самом шве, так как материал «не перехватится» на загрязненную трубу.
- Сварочный процесс. Когда все готово, можно начинать. Самое основное в дуговом способе ( вне зависимости вручную она проводится или инвертором) это удержать дугу. Сначала необходимо зажечь электрод и возбудить дугу. Затем полноценно производится шов. Его тип выбирается непосредственно мастером в процессе работы. На способ ведения электрода и на технологию сварки трубопровода в целом влияет множество факторов – расположение труб, материал их изготовления, предпочтения сварщика.
- Проверка качества работы. Когда шов готов (не стоит забывать оббивать шлак, который образуется над ним в виде валика), можно запустить коммуникацию на предмет контроля качества соединения.
Технология сварки водопровода, газопровода и других инженерных коммуникаций практически одинаковая
Важно соблюдать последовательность действий и учитывать виды швов в разных положениях, так как от умения их варить и будет зависеть качество коммуникации

Выбор электродов
В большинстве случаев сварку металлических труб отопления ведут плавящимися электродами. При толщине стенок до 5 мм достаточно диаметра 3 мм, до 10 мм — 4 мм. Величина сварочного тока при соединении встык устанавливается 90 — 110 А, внахлест — не менее 120 А. Неплавящиеся электроды из вольфрама или графита с использованием присадочной проволоки и инертного газа используются редко. Область применения стальных электродов зависит от состава покрытия:
- целлюлозное (с маркировкой C) предназначено для сварки магистральных трубопроводов большого диаметра;
- с рутилово-кислым (RA) часто применяются при монтаже коммунальных систем водо и теплоснабжения;
- рутиловое (RR) позволяет создавать швы лучшего качества, чем предыдущий вариант;
- рутилово-целлюлозное (RC) повышает прочность сварочного соединения при вертикальном монтаже;
- универсальное (B), оно же основное, используется при сварке труб разного диаметра и толщиной стенок, работающих в широком диапазоне температур.
Как варить новичку сваркой
Вы полны энтузиазма и готовы постигать азы сварки? А может быть в планах у вас создание масштабных конструкций? Остудите свой пыл и не торопитесь. Любой опытный специалист скажет, что первые шаги стоит делать, не спеша. Прежде всего, стоит уделить время тренировкам, а уж только потом переходить к реальным задачам.
В прошлой нашей статье мы уже рассказали о том, как подготовить свое рабочее место и какие средства защиты вам понадобятся. Если все готово, то можно переходить к активным действиям. Но при этом помните, что первые лучше тренироваться делать на простой ровной пластине. Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
С чего начать?
Чтобы изготовить сундучок своими руками, потребуется собственная фантазия и некоторое количество свободного времени. Подобный атрибут необходимо делать аккуратно и с любовью, так как он станет центральным элементом торжества и будет символизировать будущую казну молодоженов. Вложив в его изготовление всю душу и благие намерения, можно привлечь финансовое благополучие в семью.
Перед тем как начать изготовление сундука для денег, необходимо определить:
- Форму будущего сундучка на свадьбу: квадратная, прямоугольная, в виде бочонка, сердечка и т. п.
- Цвет изделия и его размер.
- Какие материалы потребуются для изготовления своими руками этого праздничного атрибута .
- Сопутствующий декор.
Сварка металлических труб
Сферы применения металлических труб обширны. Металлические трубы применяют в основном в системах отопления и водопровод жилых зданий. Рассмотрим процесс сварки металлических труб подробнее.
Если перед вами стоит задача сварить магистральную трубу нефтепровода или газопровода, то вы с большой вероятностью опытный и аттестованный специалист сварщик своего дела – вам не стоит читать данную статью.
Скорее всего, вы начинающий сварщик, перед которым стоит задача сварить металлические трубы системы отопления или водоснабжения частного дома.
Для того, чтобы успешно справиться с этой задачей вам необходимы четыре компонента, это хороший сварочный аппарат, подходящие электроды, опыт работы и понимание процесса сварки металлических труб. Сваривать металлические трубы необходимо качественно, не оставляя пустот и зазоров. Т.к. из-за этого может понадобиться переваривать данный участок.Если вы никогда не имели опыт сваривания труб, советую вам потренироваться перед ответственной работой на нескольких ненужных отрезках труб. Такая тренировка несомненная пойдет на пользу и даст вам первое понимание и ценный опыт.
Если у вас уже есть определенный опыт сваривания металлических изделий, то вы понимаете, что детали из процесса сварки не передать словами, а лучше показать в действии.При сваривании металлических труб очень важно получить надежный шов. Поэтому при поджигании дуги первый сантиметр шва стоит проварить около основного соединения, а дальше начинать варить сам стык соединения. Это связано с тем, что первые 1 – 1,5 см шва нового электрода часто получаются пористыми
Т.к. при сварке первого сантиметра шва металл и электрод ещё не успели разогреться до необходимой кондиции
Это связано с тем, что первые 1 – 1,5 см шва нового электрода часто получаются пористыми. Т.к. при сварке первого сантиметра шва металл и электрод ещё не успели разогреться до необходимой кондиции.
Приведу совет опытных сварщиков, который важен для сварщика любого уровня – никогда ни стоит быть спокойным и уверенным при производстве сварочных работ. Самоуверенность часто мешает качественно выполнять сварочные работы. Стоит слегка бояться за результат сварочных работ. Это позволит вам быть предельно внимательными и сконцентрированными на каждом участке работ.
СТЫКОВКА ТРУБ
Тем, кто намеревается стать профи в сварном деле, пригодится и теория, и практика. Ведь даже для сварки всего 2-х деталей применимы 33, может больше, способа. Пожалуй, более всех известны тавровые, угловые соединения, а также внахлест и встык.
Выбранный способ должен соответствовать характеристикам металла, и предназначению коммуникаций. Если взять многим известную систему отопления централизованного типа, то трубы сейчас больше сваривают встык. Надежность определит провар, который идет вкруговую.


Набор швов дуговой сварки представлен вертикальными, горизонтальными, потолочными и нижними, всего 4. От их местоположения в пространстве зависит выбор технологии.
Проще всего с нижними. Если свариваемая конструкция позволяет, то сварщик поворачивает ее вниз. Преимущества налицо. Металлу некуда стекать, брызги не полетят вовсе. Прокладка технологического трубопровода характеризуется многочисленными ответвлениями. Для него используют почти все виды швов, ведут сплошняком, можно и прерывисто.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности
Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей

Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:

- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
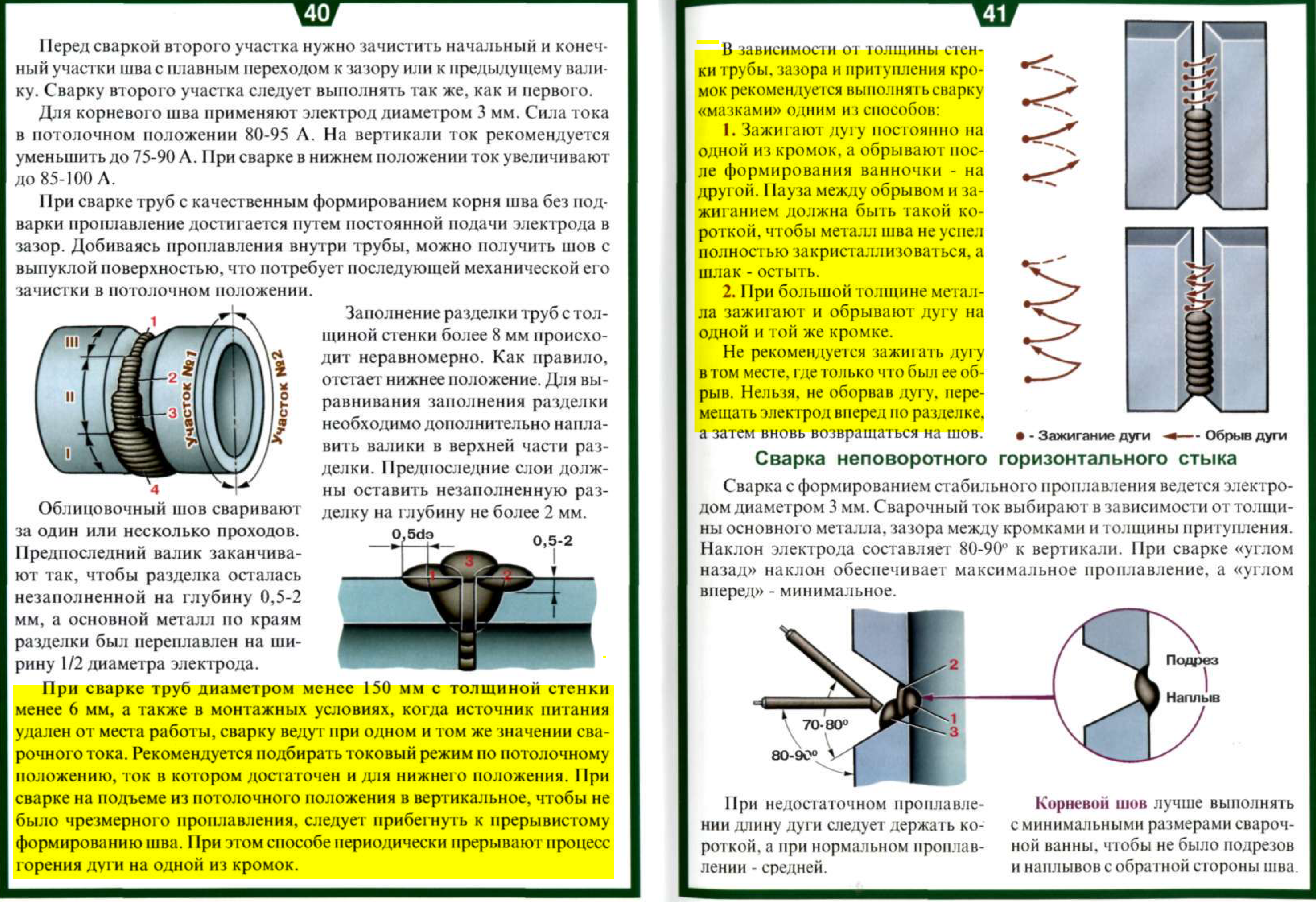
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя
Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Соединение при помощи сварки
Данный тип обеспечивает должную надежность на долгое время. Но он требует набора специальных знаний и умений, непрофессионалу качественно выполнить работу сложно.Важным также является подбор оборудования для проведения сварочных работ. Работа может выполняться как при помощи электрического, так и газового сварочного аппаратов.
Правила, которые необходимо соблюдать до работы и во время неё:
- Соединяемые поверхности должны быть зачищенными от грязи и ржавчины.
- Соединяемые элементы должны быть ровно отрезанными, без деформаций, почти идеально состыковывающимися друг с другом.
- При проведении сварки, работа производится непрерывно, не давая шву остыть.
Газовую сварку желательнее проводить со свариваемыми элементами малого диаметра, в остальном, предпочтительнее использование электрического сварочного аппарата. Сваривание осуществляется различными способами (их начитывается около 32), при этом, используются сгоны, переходники, уголки.
Основные из них:
- Стык, когда свариваются элементы одинакового диаметра.
- Нахлест, когда одна свариваемая деталь вставляется в другую большего диаметра.
- Тавр, когда одна труба вваривается в бок другой.
- Угол, свариваемые элементы отрезаются под необходимым углом и свариваются.
Необходимо помнить, что соединение данным методом лучше осуществлять профессионалу, который имеет постоянную практику и освоил различные виды ведения сварки: нижнее, потолочное, вертикальное.
Если же вы хотите освоить данный метод самостоятельно, то:
- Купите недорогой сварочный аппарат.
- Изучите всю теорию.
- Потренируйтесь в сваривании профилей, уголков, не имеющих нагрузки.
- Попробуйте сварить небольшое количество водопроводных труб поворотным методом и пустить по ним воду, если не будет подтеков, то можете усложнить задачу.
- Провести пару соединений бесповоротным способом.
Некоторые правила проведения сварочных работ:
Всегда используйте специальную одежду.
Работайте всегда с маской или защитным стеклом.
При наложении каждого сварного шва, убирайте шлак.
При сваривании труб, количество слоев шва зависит от толщины стенок: чем толще стенки, тем толще шов.
Сварное соединение должно плавно переходить в свариваемый элемент.
Важно не допускать попадания окалин внутрь, так как это приведет к засорению трубопровода.
Важным является выбор электродов для сварки. Электрод имеет металлическое основание, покрытое специальным составом для сварки. Они имеют разный диаметр, в зависимости от толщины свариваемых труб.
При покупке, посоветуйтесь с профессионалами, каким электродам отдать предпочтение, только качественный материал не будет залипать и даст постоянную дугу. Для труб диаметром до 100 мм, желательно использовать 3 электроды.
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.

В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.




Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
На этом видео подробно показано, как заварить свищ в трубе (нижнее положение):
Формирование врезки
Сварка под давлением пара может выполняться и в том случае, если нужна установка вспомогательного канала для его отвода.
Установке врезки должен предшествовать монтаж шарового крана. Это поможет не перекрывать систему полностью, но остановить поступление пара или воды на отдельный ее участок, что упростит дальнейшую работу.

Процесс выглядит следующим образом:
- на определенный участок трубопровода подгоняется патрубок, оснащенный шаровым краном и резьбой соответствующего типа;
- наложенная деталь обваривается, при этом сохраняется изначальная целостность трубопровода;
- кран открывается, сквозь него происходит сверление отверстия в основной трубе;
- сверло вытаскивается, подача воды останавливается перекрытием крана;
- монтируется сгон, оснащенный обмоткой, новая ветка трубопровода замыкается;
- кран открывается.
Уровень давления в системе в данном случае может быть любым. При работе следует придерживаться минимального тока, чтобы исключить повреждение главной магистрали.
При подборе диаметра сверла нужно иметь в виду, что сформированное отверстие должно быть достаточно широким для обеспечения эффективной работы новой ветки трубопровода.
Смотрите видео про врезку в стальную водопроводную трубу под давлением:
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Выбор электродов
Соединение сегментов стальных трубопроводов должно вестись при помощи качественных расходных элементов, иначе вряд ли удастся достичь хорошего результата.
Например, если речь идет о выборе электродов, то лучшими считаются следующие модели:
- АНО-21, АНО-24 и МР-3 . Функционируют на переменных токах. Допускается работа даже при мокрой обмазке. Стоимость изделий невысока, что объясняет их востребованность в быту, они идеально подходят для того, чтобы соединить конструктивные элементы ворот, теплиц и других конструкций небольшой массы, не испытывающих высоких нагрузок. Работа с трубопроводами, транспортировка среды в которых ведется под значительным давлением, не допускается.
- УОНИ . Качество сердечников заслуживает лестных отзывов даже со стороны профессиональных сварщиков, но они имеют минус – работа не может вестись с высокой скоростью. Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
- Отлично для металлических труб подходят LB-52Uэлектроды . Это японская разработка. Именно ей отдают предпочтение при реализации крупных проектов. Они формируют ровную и стабильную дугу, получаемый шов сочетает в себе прочность и эстетичность. Минус – довольно высокая стоимость, но подходят они и специалистам, и новичкам.
Способы сварки труб
Для сварного соединения труб чаще применяют три способа:
Электродуговая бывает трех видов:
— ручная с использованием плавящихся электродов;
— с применением полуавтомата в среде углекислого газа, дуга создается тугоплавким электродом, для наплавочного слоя используют присадочную проволоку;
— под слоем флюса, его наносят на прокат с защитными покрытиями.
- Электрошлаковая, благодаря толстому слою шлака шов не окисляется.
- Газовая, нагрев обеспечивается сжиганием ацетилена, поступающего в рабочую зону из горелки.
Еще бывает контактная, ультразвуковая, термомеханическая сварка.
Газовая сварка
Метод применим в полевых условиях, когда магистрали прокладывают вдалеке от источников тока или когда нельзя сварить трубы электросваркой: прокат нельзя повернуть, прокрутить при образовании соединения. Наполненность швов при газовой выше, чем при электродуговой. Металл меньше подвергается температурному воздействию, риск возникновения внутренних напряжений в металле незначительный.
При сварке труб газом используют ацетилен или газогенератор, температура в рабочей зоне выше при сгорании баллонного ацетилена. Присадочная проволока марки UTP подается так, чтобы она ложилась на раскаленный металл. Для стыкового соединения 3-х мм стенок разделки кромок не требуется, у толстостенного проката кромки срезают под углом.
Оцинкованный монтируют с применением флюса HLS-B, концентрацию кислорода в газовой смеси увеличивают. После работы дополнительная противокоррозионная защита швов не проводится.
Метод ручной дуговой электросварки
Чтобы правильно варить трубу электросваркой, нужно учитывать технологию. Число проходок зависит от толщины проката, состав электродов и обмазки подбирают под вид марки проката. При сварке труб большого диаметра перед нанесением последующего слоя с металла сбивают окалину, проковывают соединение. Направленность наплавки меняют – четные швы делают противоположно нечетным. Многое зависит от первого соединения, он делается не спеша, при контроле валика проверяют металл на трещины. При обнаружении дефектов участок неровного шва вырубается, на его месте создается новый со смещением от 15 до 30 мм. Для финишного слоя выбирают электроды с толстой обмазкой.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах
Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Электроды
Электроды
Сварить стальные трубы отопления можно правильно, если выбрать верно электроды. Все существует два их вида: неплавящиеся и с плавящимся основанием. Градация основана на разновидности сердцевины электрода. Для неплавящегося типа применяется электротехнический уголь, графит или вольфрам. Что касается плавящегося, то его делают из сварочной проволоки, которая может иметь разный состав и размер. В нашем случае зачастую применяются электроды диаметром от 2 до 5 мм. Больших размеров изделия могут вариться и большим диаметром электрода.




Что касается покрытия, то оно также влияет на выбор того или иного электрода для сварки стальных труб отопления. Есть такие электроды:
- С основным покрытием. Швы благодаря такому расходному материалу имеют низкую вероятность растрескивания, имеют хорошие показатели вязкости.
- С рутилово-целлюлозным покрытием. Используются для самых разных случаев, включая и сложнейший: вертикальный шов сверху вниз.
- С рутиловым покрытием. Швы получаются с отличной внешностью. Шлак хорошо удаляется, а поджиг легок. Поэтому такие электроды часто применяются для прихваток и угловых швов.
- С рутилово-кислотным покрытием. Шлак образуется особой структуры, его он просто удаляется по окончании процесса.
- С целлюлозным покрытием. Подходят для изделий большого диаметра, для создания вертикальных и кольцевых швов.
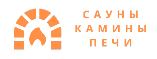
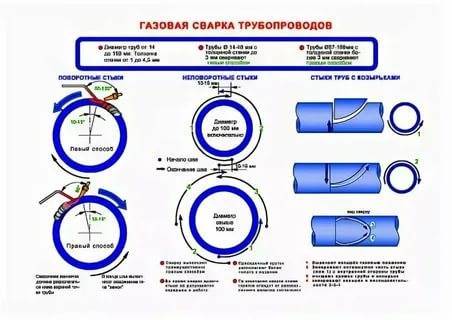
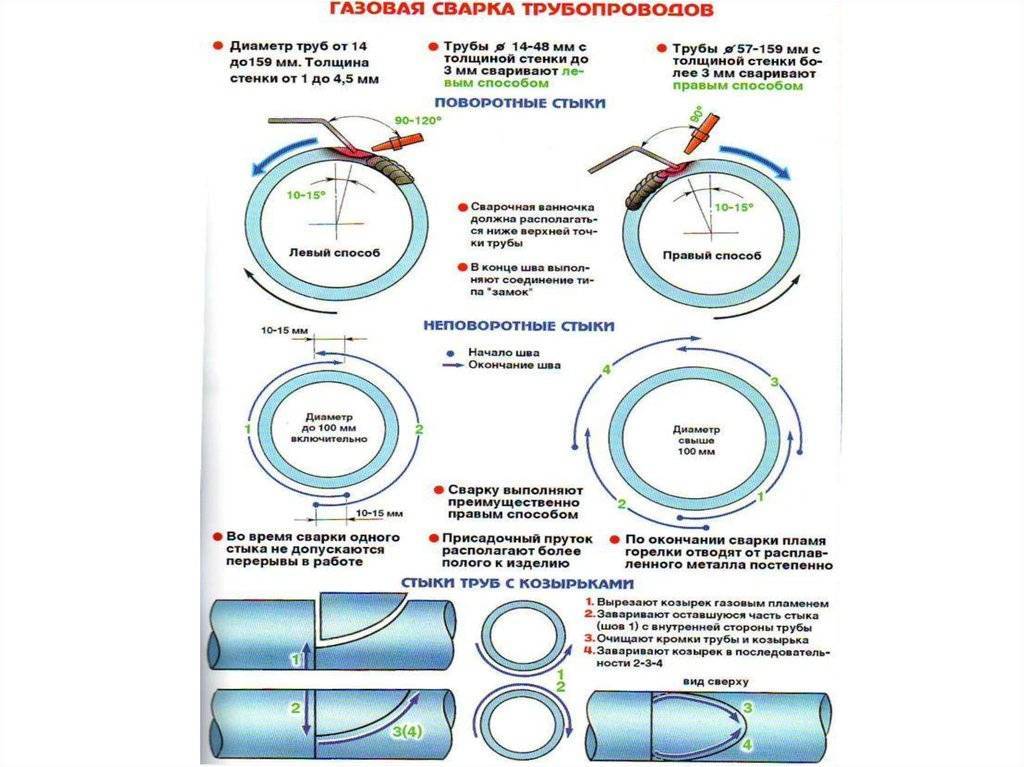
Работа с поворотными и неповоротными стыками
Среди правил выполнения таких работ можно привести следующие:
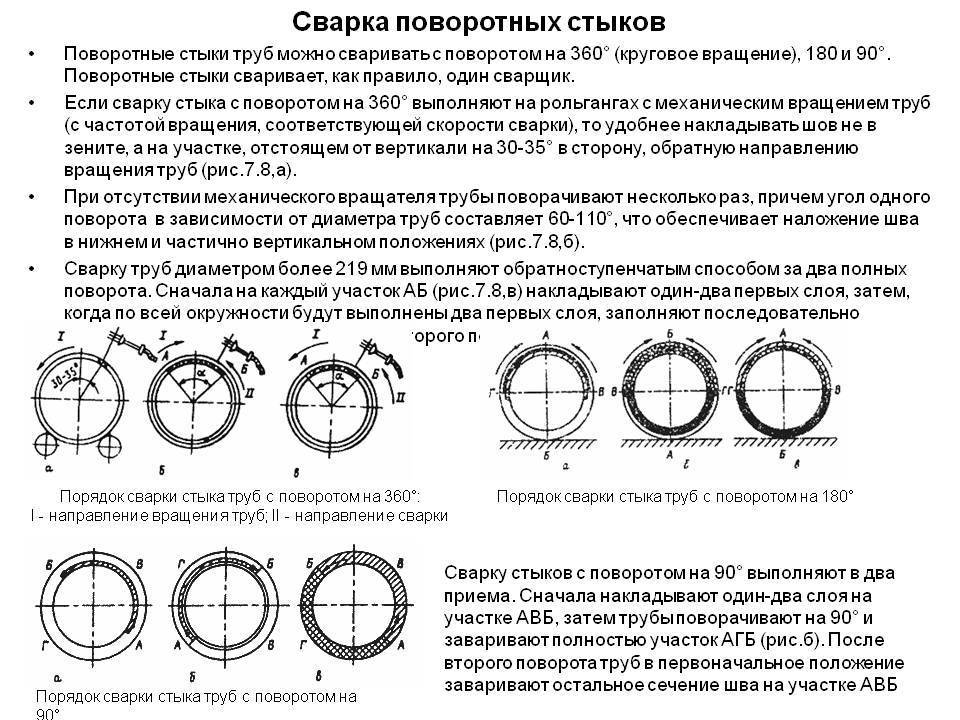
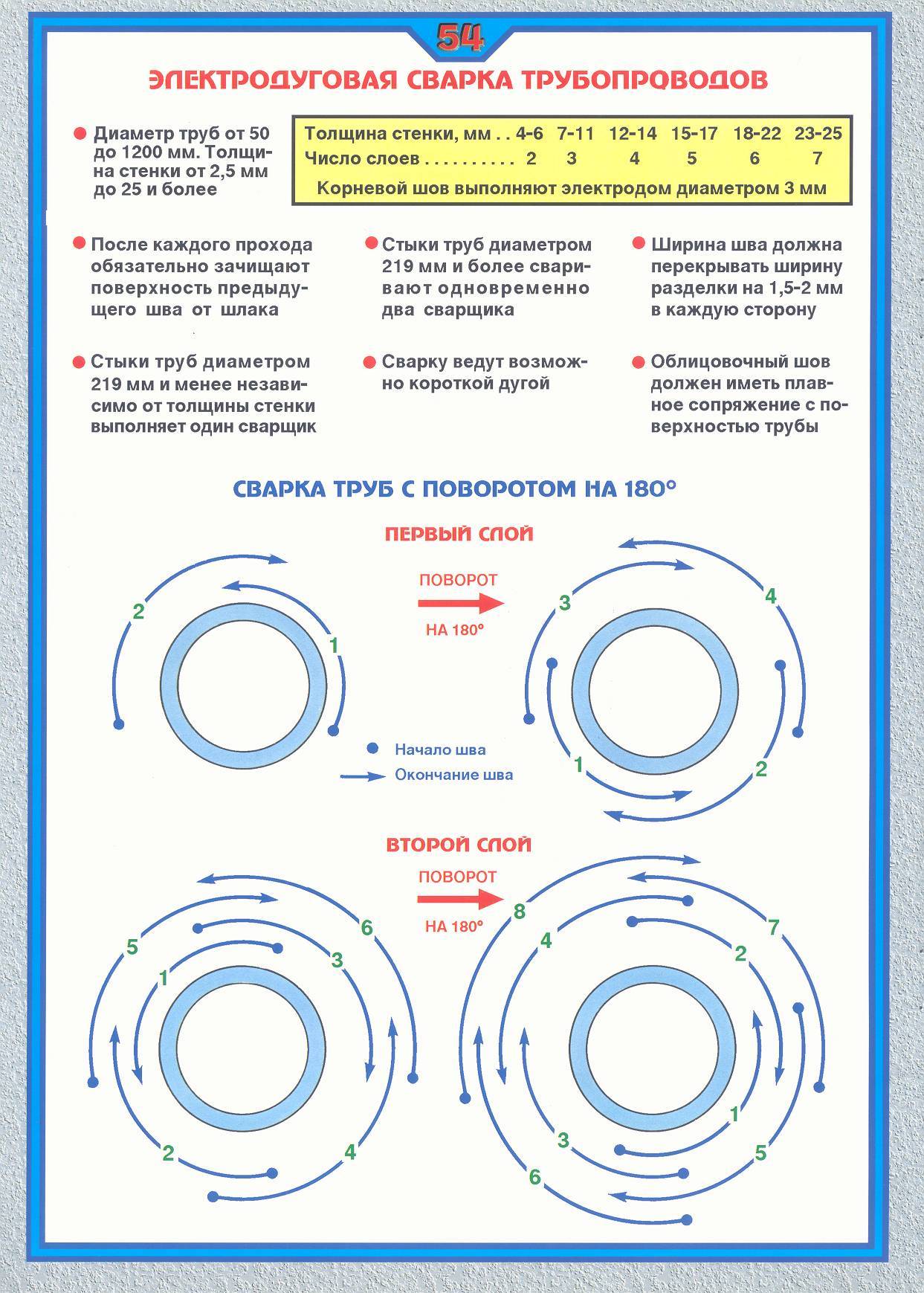
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
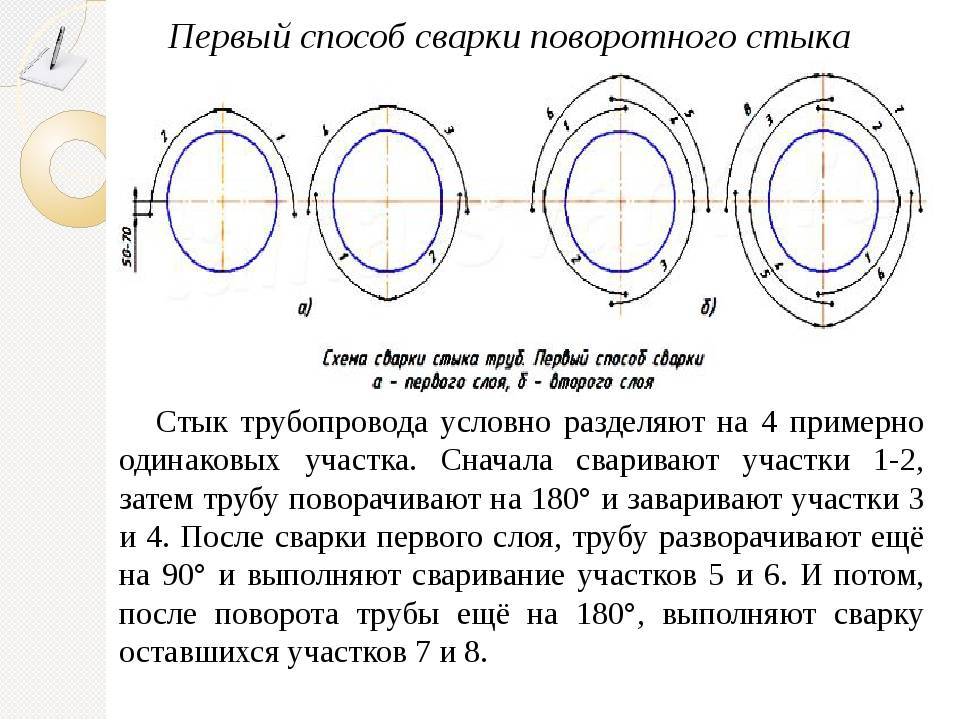
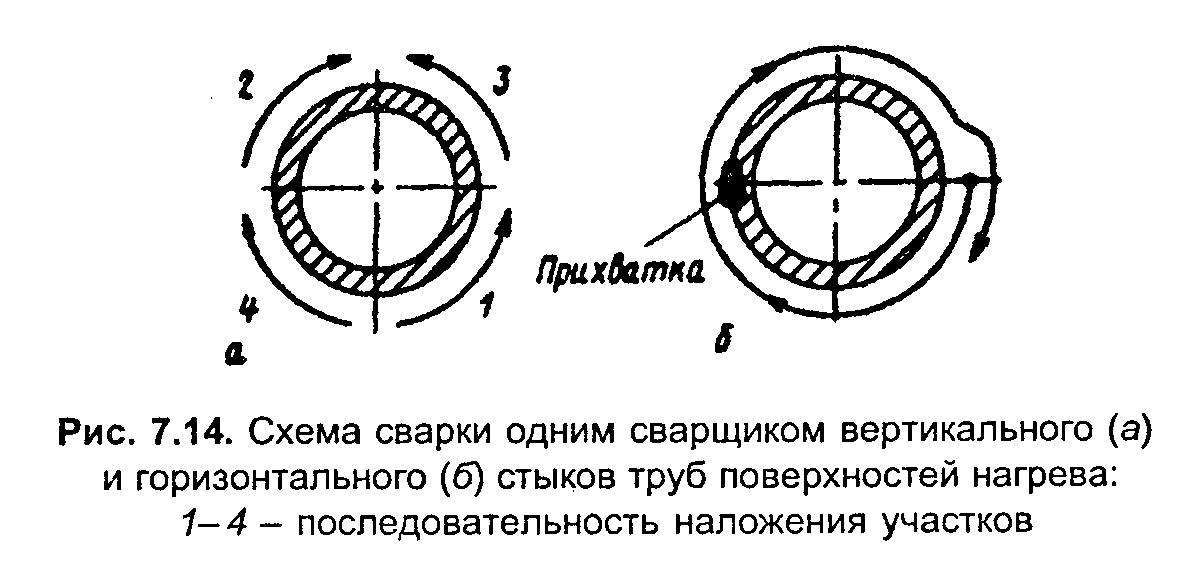
Однако наиболее сложной будет работа при развороте трубы на 180º.

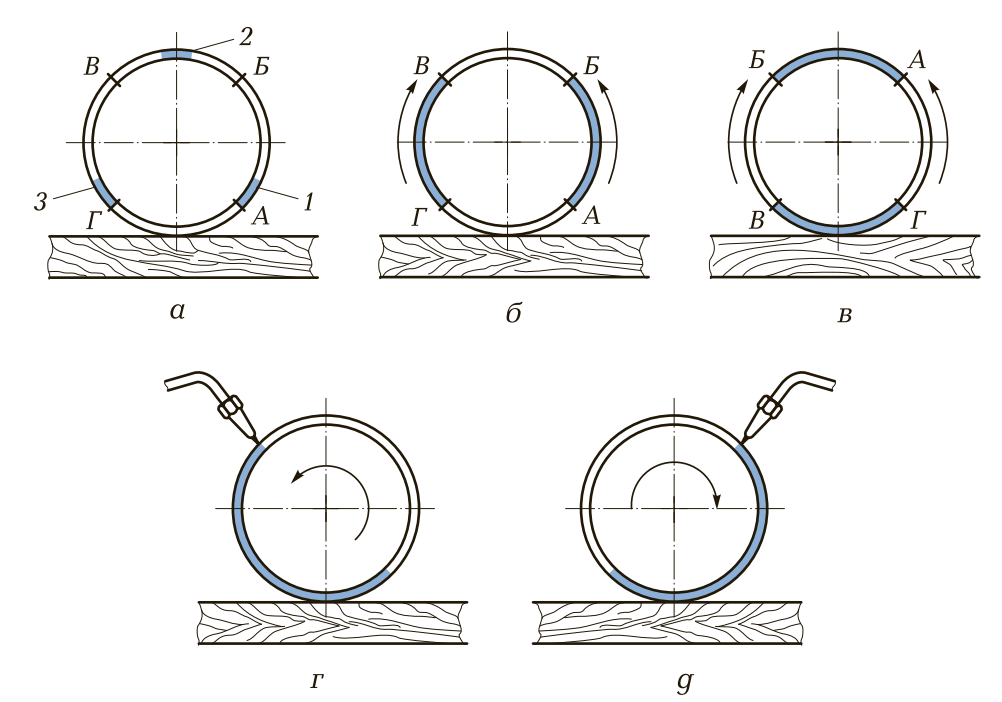
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
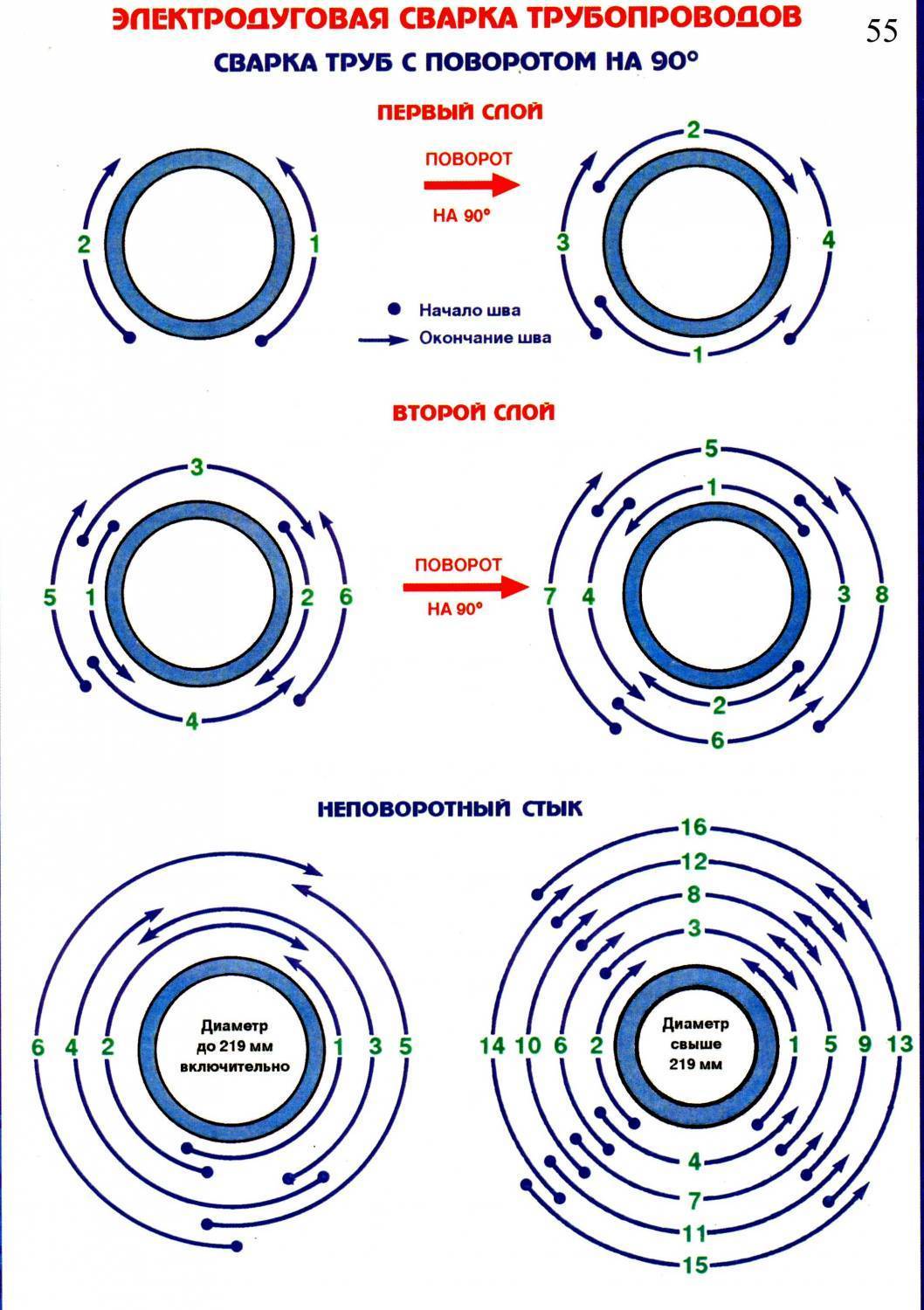
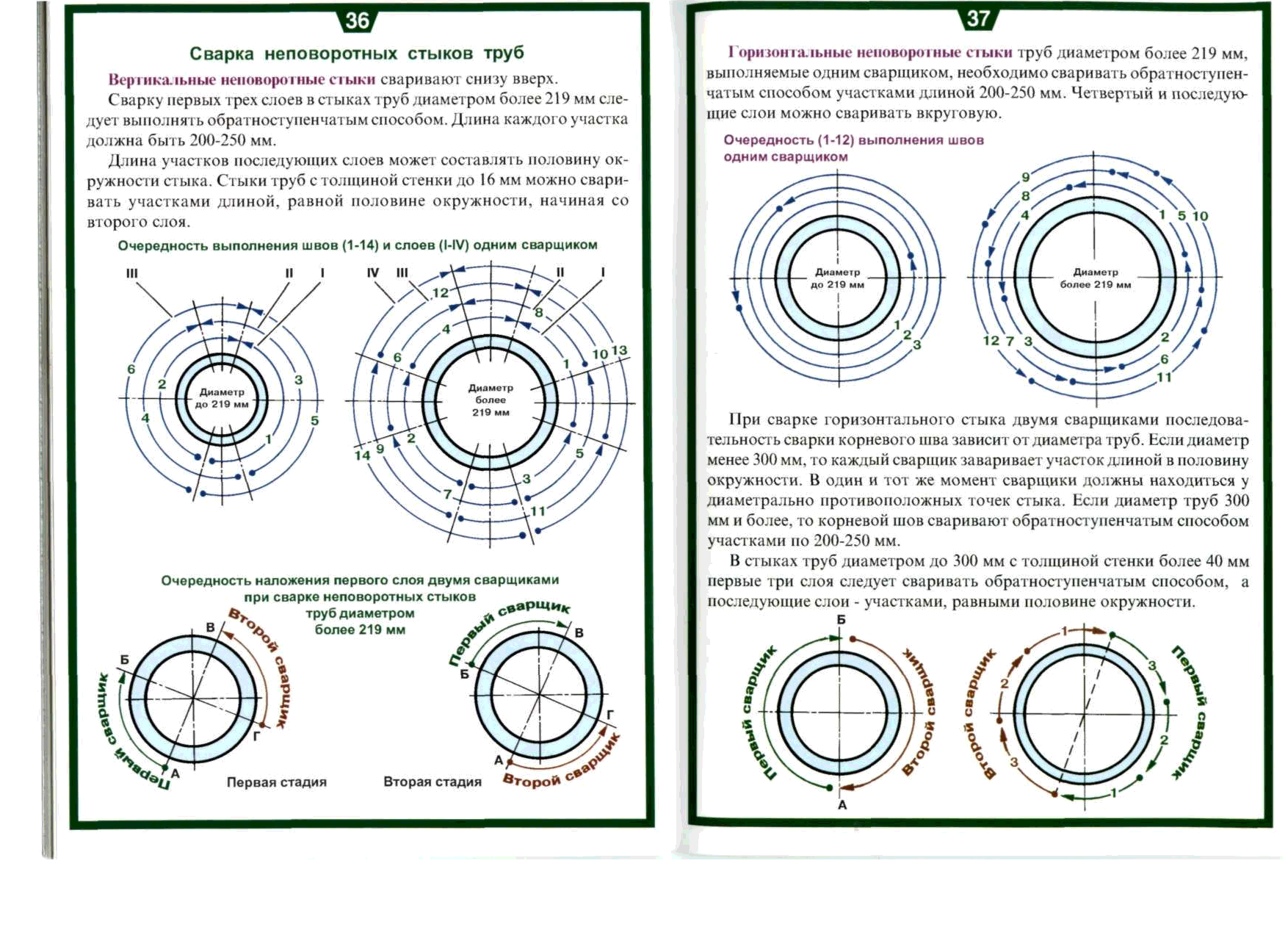
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Варианты сварных соединений
Существует множество различных видов сварных соединений. В частности, они могут быть:
- продольными стыковыми с одно- или двусторонним швом;
- поперечными стыковыми с внутренней расточкой или без неё, со скосом кромки или без;
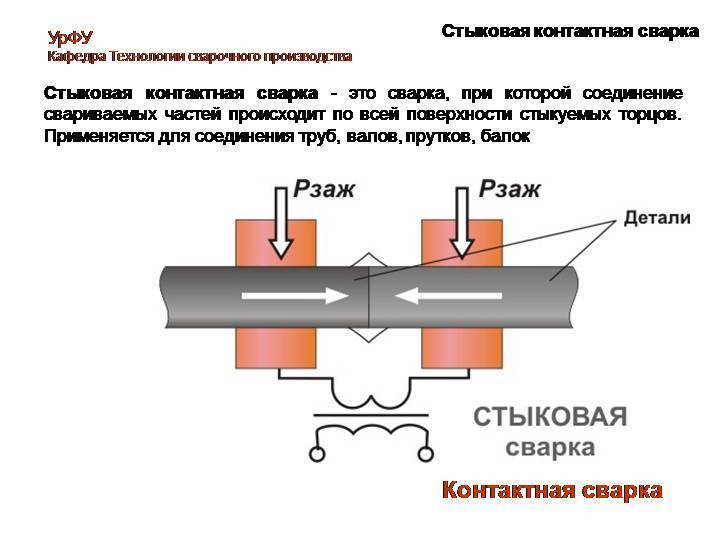
- контактным стыковым;
- одно- или двусторонним угловым;
- раструбным.
Наиболее широкое распространение при сварке трубопроводов отопительных систем получило стыковое соединение с поперечным швом. Это объясняется его высокой прочностью. Сварные швы могут быть:
- односторонними;
- двусторонними;
- односторонними с подкладным кольцом.
Проверенная технология сварки труб
Односторонние швы применяются при сварке труб с внутренним диаметром до 500 мм.
Также металлические и полипропиленовые трубы могут соединяться при помощи муфт.
Типовая сварка стальных труб
Сварка широко используется для соединения труб отопительных систем, изготовленных из различных материалов. Она обеспечивает высокую прочность и надёжность стыков, что позволяет применять её в условиях высокого давления и температуры. Многообразие способов сварки даёт возможность выбрать наиболее подходящий вариант соединения труб в конкретных условиях. Современные технологии стыковки труб из полипропилена позволяют выполнить монтаж даже человеку, не имеющему высокой квалификации в сфере сварочных работ.





