
Литье алюминия в домашних условиях
Литье алюминия можно осуществлять не только в условиях промышленного производства, но и даже в домашних условиях. Всё что необходимо для этого – подбор формы, подходящей по объёму и создание места для подготовки материала.
Литье осуществляется в несколько этапов:
- подготовка исходного материала – удаление грязи с заготовки, измельчение лома на мелкие детали;
- осуществление непосредственной плавки алюминия;
- наполнение (заливка) формы необходимым объёмом материала.
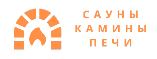
В чём плавить алюминий? Как уже говорилось ранее, для плавки необходимо достичь температуры, равной приблизительно 650°С. Это возможно только в замкнутом пространстве, так как открытое пламя не позволит добиться такой величины. Поэтому для производства вполне подойдёт самодельная печь.

Сделать её довольно просто:
- взять ёмкость, например, кастрюлю;
- сбоку сделать отверстие, в которое поместить трубу (в данном случае подойдёт труба от пылесоса, который и будет подавать воздух, тем самым поддерживая пламя);
- внутрь самодельной печи ставят форму для плавки, закладывая её углём по периметру;
- после поджигания угля, необходимо постоянно подкачивать воздух, что пламя не погасло; крышка должна быть прикрыта не плотно, оставляя место для выхода дыма.
Индукционный генератор тепла в системе отопления
Чтобы организовать отопление частного дома с помощью индукционного нагревателя, проще всего использовать трансформатор, который состоит из первичной и вторичной короткозамкнутой обмотки. Вихревые токи в таком устройстве возникают во внутренней составляющей и направляют образовавшееся электромагнитное поле на вторичный контур, который одновременно выполняет роль корпуса и нагревательного элемента для теплоносителя.
Обратите внимание, что в качестве теплоносителя при индукционном нагреве может выступать не только вода, но также антифриз, масло и любые другие токопроводящие среды. При этом степень очистки теплоносителя большого значения не имеет
Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Чаще всего при изготовлении самодельных вихревых индукционных нагревателей используют недорогие модели сварочных инверторов, поскольку они удобны и полностью соответствуют требованиям
Необходимо отметить, что не стоит испытывать устройство, если в него не подается теплоноситель, иначе пластиковый корпус может очень быстро расплавиться.
Интересный вариант индукционного нагревателя, сделанного из варочной панели, представлен в видеоматериале:
Чтобы повысить безопасность конструкции, советуется выполнить изоляцию открытых участков медной катушки.
Следует размещать систему индукционного нагрева на расстоянии не менее 30 см от стен и мебели и не менее 80 см — от потолка или пола.
Чтобы сделать работу устройства более безопасной, рекомендуется оснастить его манометром, а также системой автоматического управления и приспособлениями для отвода попавшего в систему воздуха.
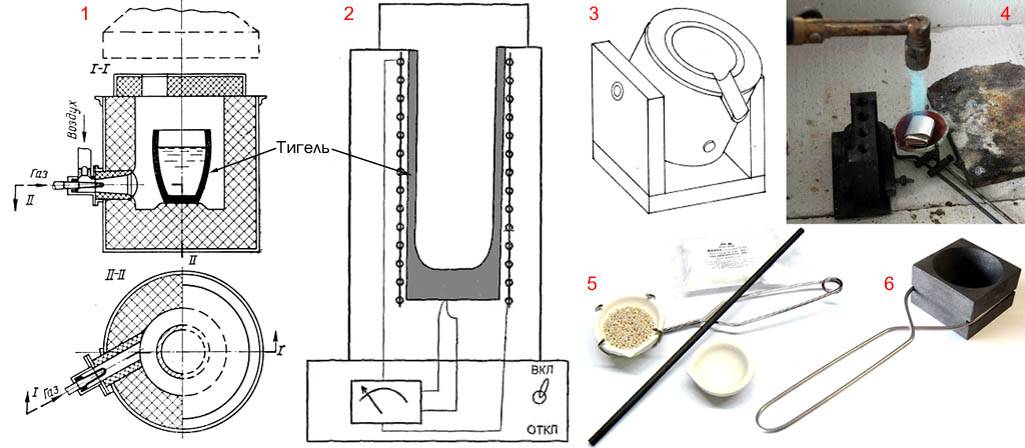
Простой индукционный нагреватель состоит мощного генератора высокой частоты и низкоомной катушки-контура, которая является нагрузкой генератора.Генератор с самовозбуждением генерирует импульсы на основании резонансной частоты контура. В результате в катушке возникает мощное переменное электромагнитное поле частотой порядка 35 кГц.Если в центр этой катушки поместить сердечник из токопроводящего материала, то внутри него возникнет электромагнитная индукция. В результате частой смены эта индукция вызовет в сердечнике вихревые токи, которые в свою очередь повлекут за собой выделение тепла. Это классический принцип преобразования электромагнитной энергии в тепловую. Индукционные нагреватели очень давно используются во многих областях производства. С их помощью можно делать закалку, бесконтактную сварку, и самое главное — точечный прогрев, а также плавление материалов. Я покажу вам схему простого низковольтного индукционного нагревателя, которая уже стала классической.

Элементы, которые понадобятся:
Тигельная печь своими руками: пошаговая инструкция
Если предстоит периодически плавить до 3 кг лома, будет достаточно производительности агрегата, сложенного из печного кирпича.
Материалы и технология
Необходимо подготовить:
- 20-25 красных кирпичей,
- решетку-гриль,
- изоленту,
- фен и отрезок трубы, подходящий под диаметр его сопла,
- консервную банку с высокими толстыми стенками,
- стальную проволоку,
- уголь (понадобится для розжига).
Кирпичи закладываются в основу корпуса, они служат огнеупорной защитой агрегата. Тигель в этом случае – консервная банка, с противоположных сторон верхней ее части выполняют 2 отверстия и пропускают через них стальную проволоку. Эта импровизированная ручка поможет вытащить из печи емкость со сплавом.
Для подачи воздуха домашние мастера используют фен, включенный в «холодном» режиме, к нему приматывают с помощью изоленты отрезок трубы, конструкция превращается в импровизированный воздуховод.
Схема такой тигельной печи для плавки алюминия предельно проста, ее можно выполнить и без специфических навыков. При изготовлении нельзя использовать расходные материалы, имеющие цинковое покрытие: в процессе использования могут выделяться токсичные пары.
Сборка кирпичного колодца
Первый ряд выкладывается в виде прямоугольного контура, внутреннее отверстие должно иметь такие параметры, чтобы в него поместился целый кирпич. Следующий ряд выполняется аналогично, но на одной стороне два кирпича должны образовать коридор, в который будет поступать кислород, с габаритами, соответствующими описанному выше воздуховоду.
 Кирпичи в основе корпуса служат огнеупорной защитой печи
Кирпичи в основе корпуса служат огнеупорной защитой печи
Сверху устанавливается решетка-гриль, если ее нет, можно воспользоваться металлической пластиной или крышкой с отверстиями.Решетку фиксирует третий ряд кирпичей, здесь уже не нужно оставлять проем для воздуховода.
Заготовку из фена и трубы подводят к соответствующему кирпичному ряду, включают воздуховод только после того, как насыпанный на решетку уголь будет растоплен. Интенсивность горения можно менять, переключая рычажок режимов фена. Тигель подвешивают на крайнюю кладку за проволоку, при необходимости ее можно дополнительно зафиксировать с помощью 2 кирпичей. Когда банка разогреется и слегка покраснеет, в нее можно загрузить алюминиевый лом.
Опытные мастера рекомендуют плавить металл именно в подогретом тигле, потому что сочетание холодной банки и холодного лома может привести к прогоранию емкости, в этом случае ставший жидким алюминий вытечет в огонь.
Подобная печь проста в устройстве, работа с ней не вызовет затруднений. После того, как металл расплавится, тигель аккуратно вынимают, держа за проволоку. Чтобы избежать при этом ожогов, рекомендуется использовать огнеупорные перчатки. Нужно заблаговременно убедиться в том, что все используемые компоненты не имеют в составе токсичных веществ. В процессе эксплуатации также нужно следить, чтобы в емкость не попадали брызги воды.
Общие этапы изготовления
Для начала подготавливается сырьё, и тут всё зависит от модели грядущего резервуара. Брать компоненты лучше с запасом, ведь первая вещь вряд ли получиться. Также, в целях безопасности, следует заниматься производством в дали от открытого огня, и выбирать хорошо проветриваемое помещение.
Вторым этапом идёт смешивание материалов и придание отливке необходимых параметров. Для этих целей применяют гипсовые формочки. Создать очертания не составит труда, и такую информацию легко найти в интернете. Затем однородной материей обклеивают наружную часть макета, формируя будущий самодельный огнеупорный тигель









Ещё ему важно придать требуемую глубину и толщину

Глиняный тигель в процессе сушки
И последним действием идёт процесс сушки: заготовка ложится в картонную коробку и накрывается крышкой. Это позволит отливке просохнуть, и удалит из неё лишнюю воду. Иногда может потребоваться термическая обработка, однако, ответственный пункт – контроль температуры отжига, и защита кожи рук и лица. Если будет слишком сильный жар, то предмет лопнет, и есть шанс получения сильных ожогов. Подробную инструкцию о том, как сделать тигель самому и в домашних условиях будет рассказано в следующих главах.
Особенности печей из металла
От металла зависят эксплуатационные характеристики отопительных агрегатов. Поскольку его теплопроводность по сравнению с теплоемкостью намного выше этот материал плохо накапливает тепло. Металл быстро поглощает тепловую энергию, накаляется и в скором времени остывает. Если учитывать данное свойство, можно собрать камин из металла своими руками таким образом, чтобы при минимальной степени прогрева добиться высоких значений.
Самодельные печки из металла в зависимости от особенностей конструкции функционируют по-разному:
- Камерные. Эти устройства фактически являются обычной «буржуйкой», первые образцы которой появились пару веков назад, но им требовалось большое количество топлива. Потом их конструкцию усовершенствовали – поместили в нее колосник с поддувалом, укоротили дымоход до 2,5 –3 метров и утеплили его. Особенность агрегата заключается в том, что он саморегулирующийся – при полной протопке пропускной способности дымоходной трубы не хватает для вывода топочных газов, в итоге в горниле возникают завихрения, полностью дожигающие продукты горения. Только потом газы способны пройти по трубе. Поскольку на выходе из дымохода их температура равна около 100 градусов, конденсат отсутствует. Его очищают от сажи раз в год. КПД таких печей достигает 60%.
- Канальные. В них вместо сложного лабиринта газовых трубок оставлено одно колено. Оно разделяет топочную и дожигательные камеры. Посредством отверстия в конфорке на варочной панели или регулируемого воздушного дросселя поступает вторичный воздух, обеспечивающий дожигание топочных газов. Поскольку этот процесс осуществляется в одном месте, КПД равен 70-80%. Производительность печи при этом высокая, а эффективность функционирования не зависит от силы тяги или размеров дымохода. Поскольку основное тепло образуется в дожигательном отделении, агрегатом пользуются в двух режимах – пламенном и продолжительного горения. Используют разное твердое топливо, а мощность регулируют не количеством сжигаемых дров или угля, а путем подкручивания дросселя. Чистку дымохода выполняют раз в несколько лет при условии качественной эксплуатации печи. Дожигатель для нее желательно изготавливать из жаропрочной стали, причем в форме корыта. Корпус делают из обычной стали, имеющей толщину не меньше 4 миллиметров, а варочную поверхность из чугуна или толстой 8 – 10-миллиметровой стали. Плиту желательно сделать съемной, поскольку со временем ее нужно будет заменить, так как она прогорит.
- Колпаковые. Печи долгого горения работают в режиме тления, в результате чего появилась возможность сделать период теплоотдачи более продолжительным. Он может составлять от нескольких суток при использовании дров и от 10 до 30 дней для каменного угля. Если применять упрощенную схему подобной печи, в ней топливо будет тлеть непосредственно у поверхности, куда попадает кислород. Топливо в процессе пиролиза расщепляется на летучие компоненты, которые, поднявшись вверх, сгорают в колпаке, обеспечивая 60% тепла. С целью увеличения данного показателя на печь можно поместить газовую рубашку, где газы будут догорать. Как показывает практика, в результате КПД такой печки может достичь 80%, а иногда и больше. Если выбор сделан в пользу данной конструкции агрегата, необходимо помнить некоторые нюансы. Не смотря на то, что такая печь из железа для дома может функционировать на разном твердом топливе, наибольший эффект от ее работы достигается при растопке тем его видом, для которого она изначально предназначалась. При этом применяемое топливо должно быть сухим, а догружать его до момента полного сгорания предыдущей закладки не рекомендуется. В дымоходе печей продолжительного горения всегда образуется большое количество токсичного конденсата, поэтому нужно создать условия для его безопасного слива. Чтобы изготовить корпус агрегата, можно задействовать большой газовый баллон или использованную железную бочку.
- Масляно-пиролизные. Они известны как печки на отработке. Этот экономичный вариант пользуется большой популярностью среди печников – самоучек. Принцип функционирования агрегата несложен. Заливают в бак отработку, потом поджигают и подают кислород через воздушный дроссель, в результате горение не будет сильным, но для испарения масляного топлива его будет достаточно. Пары от отработки поступают вверх в отсек в форме трубы, имеющей перфорированные стенки, через которые проникает воздух. В процессе горения пары направляются в дожигатель с перегородкой, задерживающей оксиды азота в определенной температурной зоне до тех пор, пока они не распадутся и не начинают выделять тепловую энергию.
Немного о плавке
В глубоком вакууме переплавляемый металл высокой чистоты можно нагреть точно до температуры плавления или чуть выше, и выдержать при ней некоторое время, чтобы расплавились крошечные, буквально в несколько атомов, остатки кристаллитов. Затем металлу возможно дать остыть чуть ниже температуры плавления – он останется жидким, как перенасыщенный раствор без кристаллика-затравки. Если теперь металл вылить, также в вакууме, в форму из химически абсолютно инертного материала, в которую помещен затравочный кристаллик того же металла, то, соблюдая все тонкости данной технологии, получим монокристаллическую отливку, обладающую уникальными свойствами.
В любительских условиях вакуумная плавка, увы, неосуществима. Чтобы правильно самому изготовить тигель для плавки металла, нужно учесть ряд особенностей плавки в не инертной химически газовой среде
Переплавляемый металл, во-первых, взаимодействует с воздухом, отчего часть его теряется на образование окисла, что особенно важно при переплавке лома драгметаллов: при своей температуре плавления (1060 градусов Цельсия) даже золото заметно окисляется. Чтобы до некоторой степени компенсировать окисление, тигель должен создавать для расплава восстановительную среду или быть химически инертным, если металл плавится чистым открытым пламенем, см
далее.
Во-вторых, чтобы металл в тигле не застыл, пока его донесут до литейной формы, чтобы остатки исходных кристаллитов не испортили отливку, и расплав приобрел достаточную текучесть, металл в тигле перегревают. Напр., температура плавления цинка – 440 градусов, а его же литейная – 600. Алюминия, соотв., 660 и 800. Поскольку перегрев металла после расплавления требует некоторого времени, заодно происходит и дегазация расплава, это в-третьих.
Восстановление
В металлургии в качестве восстановителей используют преимущественно атомарный углерод C, моноксид углерода CO (угарный газ) и водород H. Последний чаще всего случайный гость, т.к. для данной цели слишком активен и поглощается металлами, не образуя с ними химических соединений, в больших количествах, что портит литейный материал. Напр., твердая платина при комнатной температуре способна поглотить до 800 объемов водорода. Платиновая болванка в водородной атмосфере буквально на глазах вспухает, трескается и распадается на куски. Если их вынуть их водородной камеры и нагреть, водород выделится обратно.
Заметную долю водородное восстановление имеет место при нагреве открытым пламенем газовой горелки, при его контакте с менее нагретой поверхностью. До порчи металла дело не доходит – поглощенный водород далее в процессе плавки выделяется и сгорает. Но, если к газопоглощению склонен и материал тигля, он во время плавки может треснуть и лопнуть, это нужно обязательно иметь в виду.
Восстановление CO заметно, если металл в тигле плавится открытым пламенем жидкостной (бензиновой, керосиновой, дизельной) горелки, по тем же причинам. Жидкое топливо сгорает много медленнее газа, и зона его догорания тянется на несколько см от сопла горелки. Восстановление угарным газом – самое, с точки зрения металла, чистое: оно не портит металл и не дает побочных продуктов при сильном избытке восстановителя. Поэтому восстановление CO широко используется в металлургии при выплавке металла из руды, но как сделать тигельную печь (см. далее), в которой компенсация окисления полностью обеспечивалась бы CO, пока никто не придумал.
Как сделать графитовый тигель
Ёмкость этой категории имеет множество достоинств:
- низкая общая масса;
- сопротивляемость горячим сплавам;
- хорошие показатели теплопроводности;
- с ростом температуры увеличивается прочность.
Если идти лёгким путём, то можно взять графитовый стержень, и тигель практически готов. Остаётся только приделать дно.

Графитовые тигели различных размеров
Если необходимой трубки не найдётся, всё можно выполнить при помощи двух формочек разных размеров, которые вставляются одна в одну, а свободное пространство позволит придать нужные размеры. Первоначально нужно засыпать мертель в свободную тару, и жалеть его не следует. Дело в том, что порошок будет утрамбовываться и оседать. Далее добавляется жидкое стекло (около 15 мл.) и всё тщательно перемешивается. Смешанную массу рекомендуется поместить в большой контейнер цилиндрической формы (можно использовать пластиковый стаканчик) а маленьким продавить отверстие, оставив дно достаточно толстым.
В итоге выйдет сосуд, которому даётся время на высыхание. В этом случае также потребуется термическая обработка, благодаря которой удалятся излишки жидкости. Если все действия прошли верно, то будет качественный графитовый тигель, сделанный своими руками.
Тигельная плавильная печь для плавления цветных металлов и золота слитки высокочастотная УПВ-16/50
| п/п | Характеристика | Ед. изм. | Количество |
| 1 | Потребляемая мощность | кВт | 16 |
| 2 | Емкость тигля (по меди) | кг | 50 |
| 3 | Время выхода на режим | мин | 35 |
| 4 | Время плавки при заполнении тигля на 50% | мин | 30 |
| 5 | Расход воды для охлаждения | л/ч | 20-100 |
| 6 | Габаритные размеры генератора | мм | 580х760х410 |
| 7 | Габаритные размеры печи | мм | 900х900х800 |
| 8 | Общий вес | кг | 220 |
| п/п | Комплект поставки | Ед. изм. | Количество |
| 1 | Генератор ВБГ-16 | шт | 1 |
| 2 | Устройство плавильное УП-50 | шт | 1 |
| 3 | Пульт управления | шт | 1 |
| 4 | Шланг резиновый | шт | 3 |
| 5 | Изложница №3 СЧ-20 | шт | 1 |
| 6 | Носик графитовый НГ-2 | шт | 1 |
| 7 | Тигель АА-50 | шт | 1 |
| 8 | Войлок каолиновый | кг | 5 |
| 9 | Стекло жидкое | л | 2 |
| 10 | Шамот дробленный | кг | 5 |
| 11 | Захват изложницы | шт | 1 |
| 12 | Крышка тигля | шт | 1 |

Изготовление глиняного тигля
Тут не обойтись без глины шамотного типа, которая продаётся в любом магазине стройматериалов. Она прекрасно переносит экстремальное термическое воздействие, стоит дёшево и проблем с её поиском вряд ли возникнет. В крайнем случае можно изготовить тигель из дроблёного шамотного кирпича. Также придётся прикупить жидкое стекло, и все составляющие смешать для однородной основы. Пропорции выглядят примерно так:
- 7 единиц глины;
- 3 единицы шамота;
- 10 ложек жидкого стекла.

Все компоненты добавляются поэтапно: глина вместе с шамотом смешиваются до однородной консистенции, и к ним постепенно доливается вода. Основная цель – создать смесь, которая не будет прилипать к рукам. Когда получена требуемая консистенция добавляется стекло, и всё тщательно перемешивается. Тут главное довести объект до состояния, когда плоскость перестанет трескаться. Смесь готова, а для хранения советуется воспользоваться плотным целлофаном, или обернуть её в 7-10 слоёв плёнки.
Смешанный материал наносится внутрь макета, формируются его глубина и толщина. Дно лучше создать полукруглым, что даст больший эффект при будущей плавке железных стружек. Также субстанцию нужно плотно прижимать к макету, чтобы между плоскостями не образовывался воздух, а для большего удобства рекомендуется смачивать руки водой.
После резервуар отправляется на сушку: кладется в тару из картона или пластика, и помещается в сухое место. Нескольких часов хватит, чтобы удалить остатки влаги. Также изделие немного осядет, и его будет просто изъять из формочки. Огнеупорного сосуда из шамотного кирпича хватит на долгое время использования, однако, последним пунктом создания должна идти процедура обжига в печи и при Т=800 °С. И вещь можно применять по своему назначению. Для удобства эксплуатации понадобиться тигельная печь, которая делается своими руками. Для простого монтажа можно сварить конструкцию из нескольких труб, чтобы получился цилиндр. Обычно его закрепляют на двух параллельных стойках, чтобы он не касался земли. И тут учитывается толщина стенок (минимум 5 мм.) и устойчивость изделия (оно обязан легко переносить Т=1600 °С и более).
Принцип работы индукционного нагревателя
Индукционный нагрев невозможен без использования трех основных элементов:
- индуктора;
- генератора;
- нагревательного элемента.
Индуктор представляет собой катушку, обычно выполненную из медной проволоки, с ее помощью генерируют магнитное поле. Генератор переменного тока используют для получения высокочастотного потока из стандартного потока домашней электросети с частотой 50 Гц.
В качестве нагревательного элемента применяется металлический предмет, способный поглощать тепловую энергию под воздействием магнитного поля. Если правильно соединить эти элементы, можно получить высокопроизводительный прибор, который прекрасно подходит для подогрева жидкого теплоносителя и отопления дома.
Галерея изображенийНезависимо от конструктивной сложности, габаритов и решаемых задач основными его компонентами являются индуктор, генератор вихревых токов и нагревательный элементНесомненным преимуществом индукционных нагревателей является быстрый разогрев при существенно более низких потребностях в электроэнергии по сравнению с другими нагревающими приборамиВеским минусом индукционных нагревателей признают обязательную необходимость в наличии источника энергии. Без электричества прибор совершенно бесполезенЕсли самодельный индукционный нагреватель установить на металлический отопительный трубопровод, то он будет не только эффективно греть теплоноситель, но и стимулировать движение нагретой жидкости по контуруДля того чтобы инвертор нормально работал в схеме с индукционной катушкой, его подключают через терморегулятор. К выходам подключают выпрямительные диоды, иначе система будет работать как электромагнит, а не как индукционный нагревательСамым простым генератором индукционных токов для самодельного нагревателя послужит инвертор, применяемый обычно в электросваркеИндукционную катушку, вырабатывающую вихревые токи, подключают к полюсам инвертора, при включении которого в сеть сразу начинает генерироваться тепловая энергияПринцип индукции применяется не только в подготовке теплоносителя и нагреве санитарной воды для гигиенических целей. Он используется в плавке металловСборка простейшего индукционного нагревателяБыстрое разогревание вихревыми токамиОбязательный доступ к источнику энергииНагрев металлической трубкиМодернизация обычного инвертораИспользование инвертора в качестве генератораТочки подключения индукционной катушкиПрименение индукции в плавке металлов










С помощью генератора электрический ток с необходимыми характеристиками подается на индуктор, т.е. на медную катушку. При прохождении через нее поток заряженных частиц формирует магнитное поле.
Принцип действия индукционных нагревателей основан на возникновении электротоков внутри проводников, появляющихся под воздействием магнитных полей
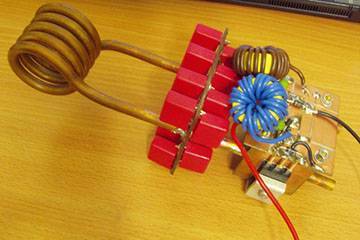
Особенность поля состоит в том, что оно обладает способностью на высоких частотах изменять направление электромагнитных волн. Если в это поле поместить какой-нибудь металлический предмет, он начнет нагреваться без непосредственного контакта с индуктором под воздействием созданных вихревых токов.
Высокочастотный электрический ток, поступающий от инвертора к индукционной катушке, создает магнитное поле с постоянно изменяющимся вектором магнитных волн. Помещенный в это поле металл быстро разогревается
Отсутствие контакта позволяет сделать потери энергии при переходе из одного вида в другой ничтожными, чем и объясняется повышенный КПД индукционных котлов.
Чтобы подогреть воду для отопительного контура, достаточно обеспечить ее контакт с металлическим нагревателем. Часто в качестве нагревательного элемента используют металлическую трубу, через которую просто пропускают поток воды. Вода попутно охлаждает нагреватель, что значительно увеличивает срок его службы.
Электромагнит индукционного прибора получают путем намотки проволоки вокруг сердечника из ферромагнита. Полученная в результате катушка индукции разогревается и передает тепло нагреваемому телу или протекающему рядом теплоносителю через теплообменник
Конструкции и параметры индукционных печей
Канальная
 Одним из вариантов изготовления индукционной печи своими руками является канальная.
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.
Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.
 В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи. Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания. Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор. Тиристор работает в импульсном режиме.
Проведенный анализ схемы показал, что в такой схеме имеются достаточно мощные паразитные колебания на частотах, близких к 120 МГц.
Индукционная печь самостоятельного изготовления
Такие сверхвысокочастотные излучения могут негативно повлиять на здоровье человека. В соответствии с российскими нормами безопасности с высокочастотными колебаниями разрешается работать при плотности потока электромагнитной энергии не более 1-30 мВт/м². Для данного генератора, как показали расчеты, это излучение на расстоянии в 2,5 м от источника достигает 1,5 Вт/м². Такая величина является неприемлемой.
Схема генератора на МОП-транзисторах включает четыре МОП-транзистора типа IRF520 и IRFP450 и представляет собой двухтактный генератор с независимым возбуждением и индуктором, включенным в мостовую схему. В качестве задающего генератора используется микросхема типа IR2153. Для охлаждения транзисторов требуется радиатор не менее 400 см² и воздушный обдув. Этот генератор может обеспечивать мощность питания до 1 кВт и менять частоту колебаний в пределах от 10 кГц до 10 МГц. Благодаря этому печь, использующая генератор такого типа, может работать как в режиме плавления, так и поверхностного нагрева.
Печь длительного горения может работать на одной закладке от 10 до 20 часов. При изготовлении печи длительного горения своими руками нужно учитывать особенности конструкции, чтобы она выдавала максимум тепла при минимальных затратах энергии. О том, как правильно собрать печь, читайте на нашем сайте.
Возможно, вам будет интересно узнать о газовых обогревателях для гаража. Каким он должен быть, чтобы обеспечивалось тепло и безопасность, читайте в этом материале.
Материал для тигельной печи
Теперь давайте займемся поиском материалов, да-да, именно поиском, так как все необходимое вы сможете найти на своей даче, в гараже или сарае, то, что еще вчера было мусором и захламляло ваш двор, или же какие-нибудь другие места, теперь станет элементами вашей будущей самодельной тигельной печи.
Для того, что бы произвести монтаж тигельной печи своими руками, вам понадобятся следующие материалы:
обрезок чугунной трубы (его размеры вы определяете сами) главное, что бы толщина стенок была 4-5 мм,
небольшой лист металла (для носика),
Если вы нашли или купили все необходимые материалы, можем начать монтаж тигельной печи своими руками. Обычно тигель принято делать в форме конуса или же цилиндра.







Как сделать печь для плавки металла?
Создание небольшого агрегата, позволяющего расплавить несколько килограмм алюминиевого лома — задача несложная. Для выкладки печи на садовом участке потребуются следующие материалы:

- красные кирпичи — 20—25 шт.;
- высокая консервная банка — 1 шт.;
- гриль-решётка — 1 шт.;
- сушильный фен — 1 шт.;
- кусок трубы, по диаметру подходящий к выходному отверстию фена — 1 шт.;
- моток изоленты;
- отрезок стальной проволоки длиной 30—50 см;
- уголь для розжига (количество зависит от того, сколько алюминия нужно расплавить).
Кирпичи будут являться одновременно и корпусом, и огнеупорным покрытием печи, консервная банка выполнит роль тигля. В верхней части банки делаются два отверстия напротив друг друга, и через них продевается проволока. За неё можно будет поднять и вытащить тигель с расплавом из печи. Воздух будет подаваться от включённого в режиме холодного воздуха фена. К выходному отверстию фена необходимо скотчем или изолентой примотать кусок трубы — это и будет воздухопровод.
Такая простая схема печи удобна тем, что инструментов для её создания фактически не требуется, все выполняется руками.
Важно! Не использовать для печи элементы с цинковым покрытием, т. к
при плавке алюминия будут выделяться токсичные пары цинка.
План установки кирпичного колодца
- Выкладывается один ряд кирпичей в виде прямоугольного колодца. Внутренние габариты отверстия должны составлять примерно длину и ширину одного кирпича. На одной из сторон два кирпича выкладываются так, чтобы образовать коридор для воздуховода. Ширина коридора равна диаметру трубки для подачи воздуха.
- На выложенный ряд устанавливается решётка. Вместо решётки от гриля можно использовать любую металлическую крышку или пластину с отверстиями для подачи воздуха.
- На решётку выкладывается второй ряд кирпичей, уже без зазора для воздуховода.

Фото 1. Законченный кирпичный колодец для плавильной печи. Края усилены металлическими полосами, видно отверстие воздуховода.
- Создаётся воздуховод. К фену скотчем или изолентой приматывается кусок трубы. Для обеспечения прочности конструкции место соединения оборачивается плотной бумагой, а потом соединяется клейкой лентой. Изолента — более эластичный материал по сравнению со скотчем, поэтому работать с ней удобнее. Также скотчем на фене фиксируется кнопка подачи холодного воздуха. Готовый механизм подводится к нижнему ряду кирпичей.
- В печной колодец на решётку насыпается и растапливается уголь для розжига. Включается фен, который активизирует процесс горения.
Совет. Интенсивность подачи воздуха можно регулировать, изменяя режим работы фена, а также расстояние между трубой и окном для воздуховода.
- Консервная банка устанавливается на верхний ряд кирпичей за продетую в неё проволоку. Подобно котелку над костром, она висит над решёткой.
- После растопки печи и установки тигля третьим рядом кладутся ещё два кирпича так, чтобы из прямоугольного отверстия получить квадратное. Это зафиксирует банку внутри корпуса и быстрее разогреет печное пространство.
После разогрева банки в неё можно загружать лом для переплава. Признаком прогрева банки служит её покраснение.
Важно! Плавить алюминий рекомендуется в подогретом тигле. При загрузке холодного лома в холодную банку больше вероятность того, что ёмкость прогорит, и алюминий вытечет из банки прямо на уголь
Принцип устройства и работы такой печи очень прост и не вызывает трудностей. Однако всегда стоит помнить о технике безопасности:
- работать в огнеупорных перчатках;
- избегать попадания воды в расплав;
- не использовать материалы, содержащие токсичные вещества.
Как известно, алюминий часто используется самодельщиками, для изготовления различных самодельных деталей. Средняя температура плавления алюминия 650–660 ℃, поэтому этот металл можно плавить и в домашних условиях, отливать чушки и заготовки для деталей.
Процесс изготовления тигельной печи для плавки алюминия подробно представлен на фото.





