
Виды аргоновых горелок для ручной сварки
Сварка может производиться вручную, в полуавтоматическом режиме и в автоматическом. Соответственно, конструктивное исполнение будет отличаться. Чем более автоматизирован процесс, тем сложнее устройство.
Рассмотрим устройства исключительно для ручной сварки (TIG): какие они бывают, на что обращать внимание при выборе той или иной модели. Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки
С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи»
Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки. С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи».
Классифицировать аргоновые горелки можно по виду охлаждения: воздушное или жидкостное. В большинстве моделей горелок TIG предусмотрено воздушное охлаждение. Водяной теплоотвод требует дополнительной оснастки.
По способу подачи газа различают горелки, оборудованные вентилем или кнопкой. Некоторые модели снабжены и тем, и другим.
По типу разъема, подключаемого к сварочному аппарату, классифицировать горелки сложно из-за их многообразия.
Обычно производитель устанавливает разъемы под определенные виды инверторов. Разъем должен соответствовать гнезду сварочного аппарата. Здесь могут возникнуть проблемы при покупке горелки через интернет, поскольку лишь единичные изготовители указывают в наименовании тип разъема. Например, в горелке FUBAG FB TIG 26 5P – управляющий разъем 5pin, в TORCH 24 WATER 4m M12x1 – разъем M12x1. В крайнем случае разъем перепаивают.
Зато обязательно указана длина шлейфа. Самый распространенный его размер – 4 метра, реже — 8 метров, еще реже – промежуточные значения.
Что может подсказать маркировка?
На большинстве горелок или в наименовании товара на сайтах продавцы все же указывают «определяющее» числовое значение. Например, TIG 26 после названия производителя.
При выборе горелки начинающему сварщику стоит иметь представление о различиях горелок, скрывающихся под цифрами.
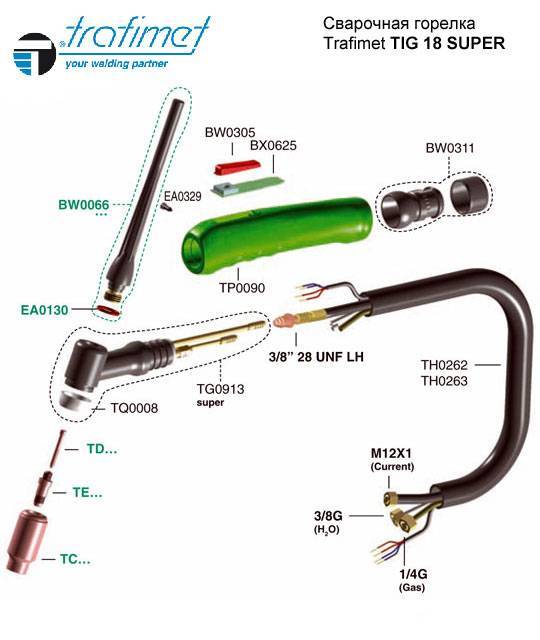
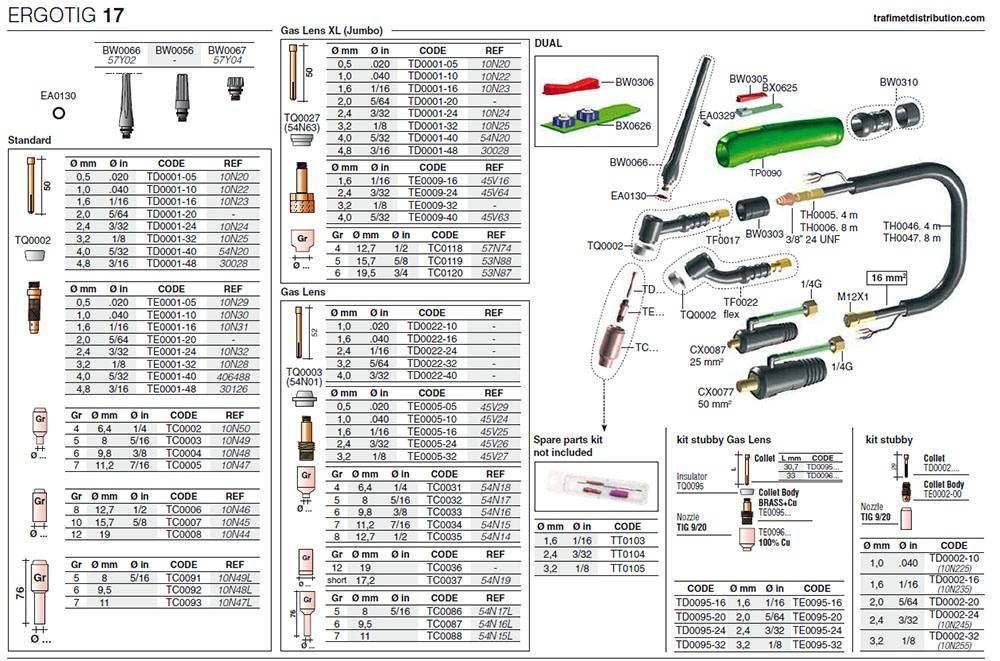
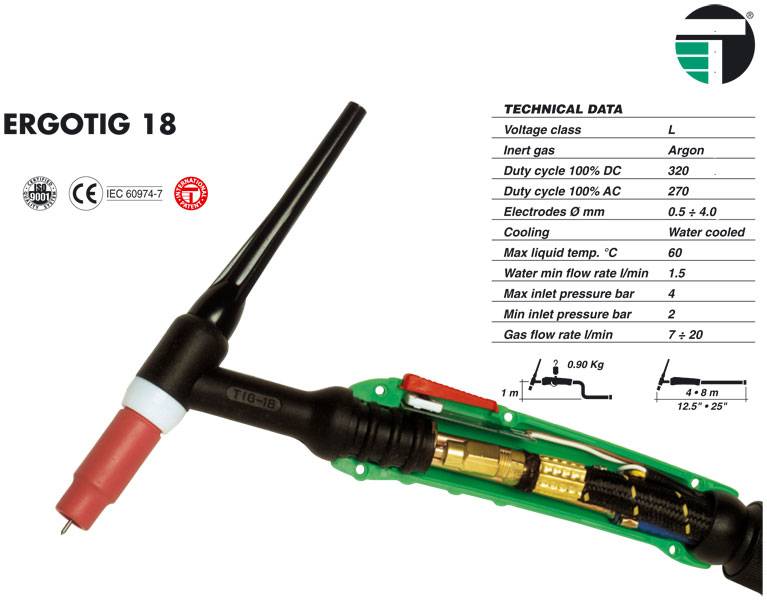
По большому счету, аргоновые горелки по габаритам можно разделить на две группы: маленькие и большие. К маленьким относятся 9 (воздушное охлаждение) и 20 (водяное). Расходные и комплектующие изделия для них – взаимозаменяемы. Для больших (подходящих для бытовых сварочных работ) горелок с номерами 18 (водяное охлаждение), 17 и 26 (воздушное) в отношении замены то же самое.
В обозначении недорогих отечественных горелок часто встречается обозначение вида WP 17 (имя производителя где-то указано, но его придется поискать). В принципе, минимум информации получен: большая аргоновая горелка с воздушным охлаждением под электроды из чистого вольфрама.
Электроды для аргоновой сварки
При аргоновой сварке используют электроды из тугоплавкого вольфрама, иногда чистого, иногда с присадками. Наличие добавок позволяет облегчить работу с рядом металлов и сплавов.
Кроме буквенной маркировки, разные виды вольфрамовых электродов отмечают цветом хвостовика.
Сведения для удобства представлены в таблице.
| Буквенное обозначение. | Цвет | Ток (DC или AC) | Свариваемые металлы | Примечание |
|---|---|---|---|---|
| WP | зеленый | AC | Магний, алюминий, сплавы | |
| WZ | белый | AC | Бронза, алюминий, никель, сплавы | |
| WT | красный | DC | Нержавеющая сталь, тантал, молибден | Особые меры безопасности: обязательная вентиляция в помещении. |
| WY | синий | DC | Углеродистые, низколегированные, нержавеющие стали, титан | |
| WL | золотистый | DC, AC | Любые стали и сплавы | |
| WC | серый | DC, AC | Любые стали и сплавы |
Неплавящиеся вольфрамовые электроды требуют заточки перед использованием. Общий принцип выбора остроты угла – чем шире планируемый шов, тем тоньше острие.
Само острие зачищается.
Что еще нужно сварщику перед работой?
Забота о технике безопасности при выполнении сварочных работ ложится на плечи самого сварщика. Маска (со щитком менее удобно), комбинезон или куртка со штанами, рукавицы из специально обработанной ткани – обязательная экипировка. Открытые участки кожи недопустимы.
Нужно проверить рабочее место на правильное подключение горелки к сварочному аппарату и баллону, целостность кабеля и рукава, наличие огнетушителя, отсутствие рядом легковоспламеняющихся и горючих предметов.
Краткий обзор популярных производителей
Наиболее популярны модели АГ по рейтингу 2021:
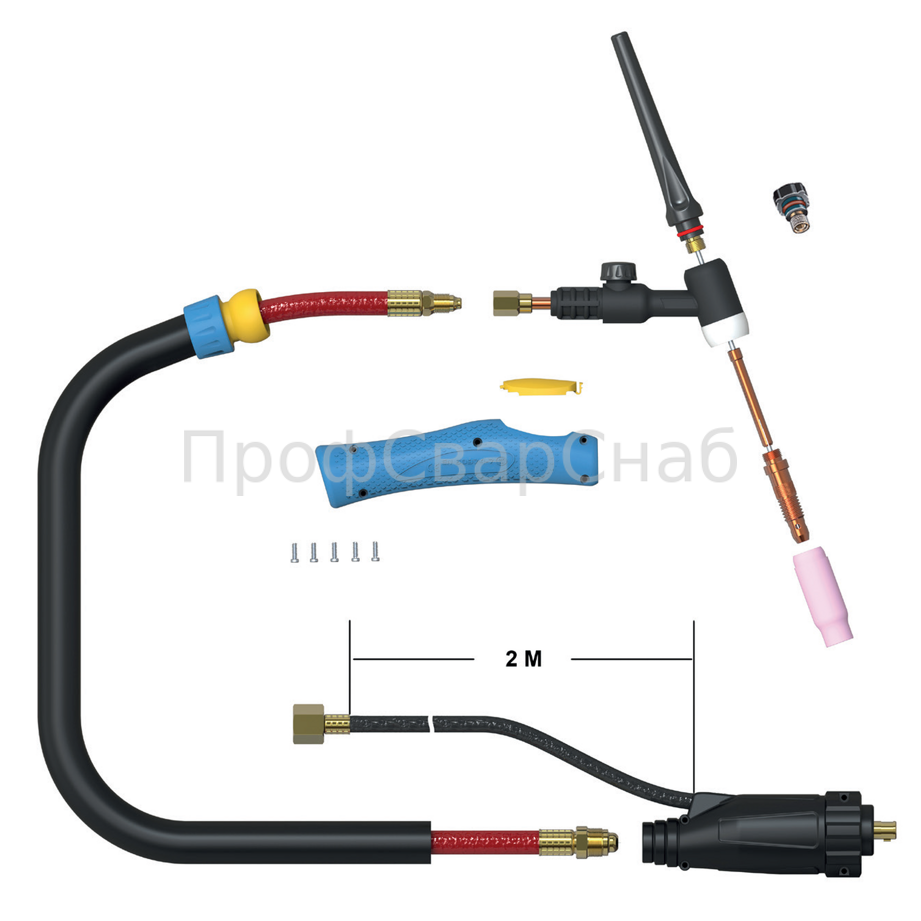
- AURORA TIG 9V 110A – отечественная горелка работает со сварочными агрегатами марки СВАРОГ, имеет хорошую доступность в торговой сети и по расходникам и по запасным частям
- Стоимость зависит от модификации, и колеблется в пределах от 2.5 до 4.5 тыс. руб.
- СварогTS 26V (M12-1) – сварочный агрегат с воздушным охлаждением максимальным рабочим током — 180 А для постоянного и 130 А для переменного, допустимые электроды — от 0.5 до 4 мм, цена в Москве — от 4 до 6 тыс. руб.
- Барс TIG-17V – для режима с постоянным током 140 А и воздушным охлаждением, шлейф, длиной 4 м, большой набор комплектующих, цена 3.5 тыс. руб.
- Горелки TORCH для переменного и постоянного тока, цена до 3.0 тыс. руб. BlueWeld No 9 от 9.0 тыс. руб. тысяч, а No 26 — от 15.0 тыс. руб.

Аргоновая горелка AURORA TIG 9V 110A Таким образом, можно подвести итог, что аргонодуговая горелка — основной элемент для аппарата сварки (WIG/TIG), позволяет работать с материалами разной толщины, в том числе с разнородными металлами, что делает ее незаменимой для таких видов работ. В руках опытного мастера она выполняет аккуратный шов, при этом металл практически не разбрызгивается.
Критерии выбора
Сварка TIG больше всего применима там, где имеет значение вид выполняемого шва либо где свариваемые детали тонкие, и потребуется контролировать параметры дуги. Аппаратами TIG сваривают тонкие нержавеющие, детали из цветных деталей, требующих точного режима дуги, поскольку при перегреве узлы будут деформированы.
При подборе АГ применяют такие критерии:
Режим тока от 5.0 до 230.0 А, сваривает нержавейку 0.5 мм и алюминиевые узлы 6.3 мм.
Стабильность сварочного режима — важный параметр качественного процесса, особенно при окончании процесса.
Режим тока — переменный или постоянный.Если планируется сваривать не только нержавеющую сталь, но и цветные металлы, то агрегат должен быть двух-режимным.
При соединении переменным током, направление его меняется. Когда сваривают алюминиевые детали, при «+» направлении поверхность освобождается от оксидов, а при противоположном – выполняется процесс плавления. Важен также баланс между направлениями, поэтому допустимо менять продолжительность сварки электротоком определенной направленности.
Простота использования. Этот вид аргонной сварки может выполнять мастер с высокой квалификацией. Поэтому для начинающих пользователей потребуется простой аппарат с понятными функциями управления.
Наличие вентилятора для воздушного охлаждения. Он может включаться автоматически по температурному датчику или функционировать в постоянном режиме.
Рентабельность и производительность — важные факторы при выборе АГ, на них влияют конструкция и расходники
При приобретении последних, нужно обращать внимание не только на цену, но и срок использования.

При выборе аргоновой горелке необходимо учитывать стабильность сварочного режима
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого метала
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.

Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы при выборе типа, в зависимости от вида присадки каждый вольфрамовый электрод имеет цветовую маркировку на конце.
Химический состав и цвет маркировки согласно ISO 6848
| Классификационные символы | Химический состав | Код цвета, RGB значение цвета | |||
|---|---|---|---|---|---|
| Добавление оксида | Примеси, % | Вольфрам,% | |||
| Главный оксид | % | ||||
| WP | Нет | – | 0,5 максимум | 99,5 минимум | Зеленый #008000 |
| WCe 20 | CeO2 | 1,8 – 2,2 | 0,5 максимум | остальное | Серый #808080 |
| WLa 10 | La2O3 | 0,8 – 1,2 | 0,5 максимум | остальное | Черный #000000 |
| WLa 15 | La2O3 | 1,3 – 1,7 | 0,5 максимум | остальное | Золотой #FFD700 |
| WLa 20 | La2O3 | 1,8 – 2,2 | 0,5 максимум | остальное | Голубой #0000FF |
| WTh 10 | ThO2 | 0,8 – 1,2 | 0,5 максимум | остальное | Желтый #FFFF00 |
| WTh 20 | ThO2 | 1,7 – 2,2 | 0,5 максимум | остальное | Красный #FF0000 |
| WTh З0 | ThO2 | 2,8 – 3,2 | 0,5 максимум | остальное | Фиолетовый #EE82EE |
| WZr 3 | ZrO2 | 0,15 – 0,50 | 0,5 максимум | остальное | Коричневый #A52A2A |
| WZr 8 | ZrO2 | 0,7 – 0,9 | 0,5 максимум | остальное | Белый #FFFFFF |
Химический состав и цвет маркировки по ГОСТ 23949
| Марка | Массовая доля, % | Цвет | |||||
|---|---|---|---|---|---|---|---|
| Вольфрам, не менее | Присадки | Примеси, не более | |||||
| Окись лантана | Окись иттрия | Двуокись тория | Тантал | Алюминий, железо, никель, кремний, кальций, молибден (сумма) | |||
| ЭВЧ | 99,92 | – | – | – | – | 0,08 | Не маркируется |
| ЭВЛ | 99,95 | 1,1 – 1,4 | – | – | – | 0,05 | Черный |
| ЭВИ – 1 | 99,89 | – | 1,5 – 2,3 | – | – | 0,11 | Синий |
| ЭВИ – 2 | 99,95 | – | 2,0 – 3,0 | – | 0,01 | 0,05 | Фиолетовый |
| ЭВИ – 3 | 99,95 | – | 2,5 – 3,5 | – | 0,01 | 0,05 | Зеленый |
| ЭВТ – 15 | 99,91 | – | – | 1,5 – 2,0 | – | 0,09 | Красный |
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого метала
| Тип метала или сплава, который необходимо сварить | Постоянный ток | Переменный ток | |
|---|---|---|---|
| Прямая полярность (- на электроде) | Обратная полярность (+ на электроде) | ||
| Алюминий и его сплавы толщиной менее 2,5 мм | допускается | допускается | самый подходящий |
| Алюминий и его сплавы толщиной более 2,5 мм | допускается | не рекомендуется | самый подходящий |
| Магний и его сплавы | не рекомендуется | допускается | самый подходящий |
| Нелегированные и низколегированный стали | самый подходящий | не рекомендуется | не рекомендуется |
| Нержавеющая сталь | самый подходящий | не рекомендуется | не рекомендуется |
| Медь | самый подходящий | не рекомендуется | не рекомендуется |
| Бронза | самый подходящий | не рекомендуется | допускается |
| Алюминиевая бронза | допускается | не рекомендуется | самый подходящий |
| Кремниевая (кремнистая) бронза | самый подходящий | не рекомендуется | не рекомендуется |
| Никель и его сплавы | самый подходящий | не рекомендуется | допускается |
| Титан и его сплавы | самый подходящий | не рекомендуется | допускается |
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Характеристики
На выбор оборудования влияют и несколько основных параметров оборудования, приведенных ниже:
Диапазон рабочего тока
Если планируется варить детали разной толщины, от тонких листов до массивных плит, потребуется не только работа мощным током, но и сварка на минимальном режиме. Так для сварки тонкостенных изделий из нержавейки потребуется ток в 5-10 А, а для алюминиевых деталей толщиной до 10 мм- 240А.
Чтобы не покупать два аппарата, лучше выбрать один с большим диапазоном
Снижение
Кроме работы по тонким листам, малый ток очень важен в начале шва и при его окончании. Опытные мастера стартуют шов при минимальных значениях, чтобы избежать прожога листа. Работа малыми токами также необходима при выполнении сложных угловых швов.
В конце шва также рекомендуется уменьшать ток, чтобы исключить разбрызгивание и обеспечить равномерное заполнение сварочной ванны.
Переменный и постоянный
Черный металл, нержавейку и медь варят постоянным током. При соединении алюминия, магния и используют и переменный ток. Постоянная перемена полярности разрушает образующуюся окисную пленку и повышает качество шва.
При этом форма импульса регулируется так, чтобы добиться оптимального соотношения между положительной и отрицательной полуволной, соответствующим фазе прогрева и снятию окислов.
Простота использования
Методика сварки в атмосфере аргона отличается сложностью и требует навыка от сварщика
Поэтому удобные и ясно обозначенные рукоятки и кнопки для управления режимами аппарата существенно облегчат освоение технологии начинающим сварщиком Выносная педаль управления рабочим током позволит сосредоточить внимание на самом процессе сварки
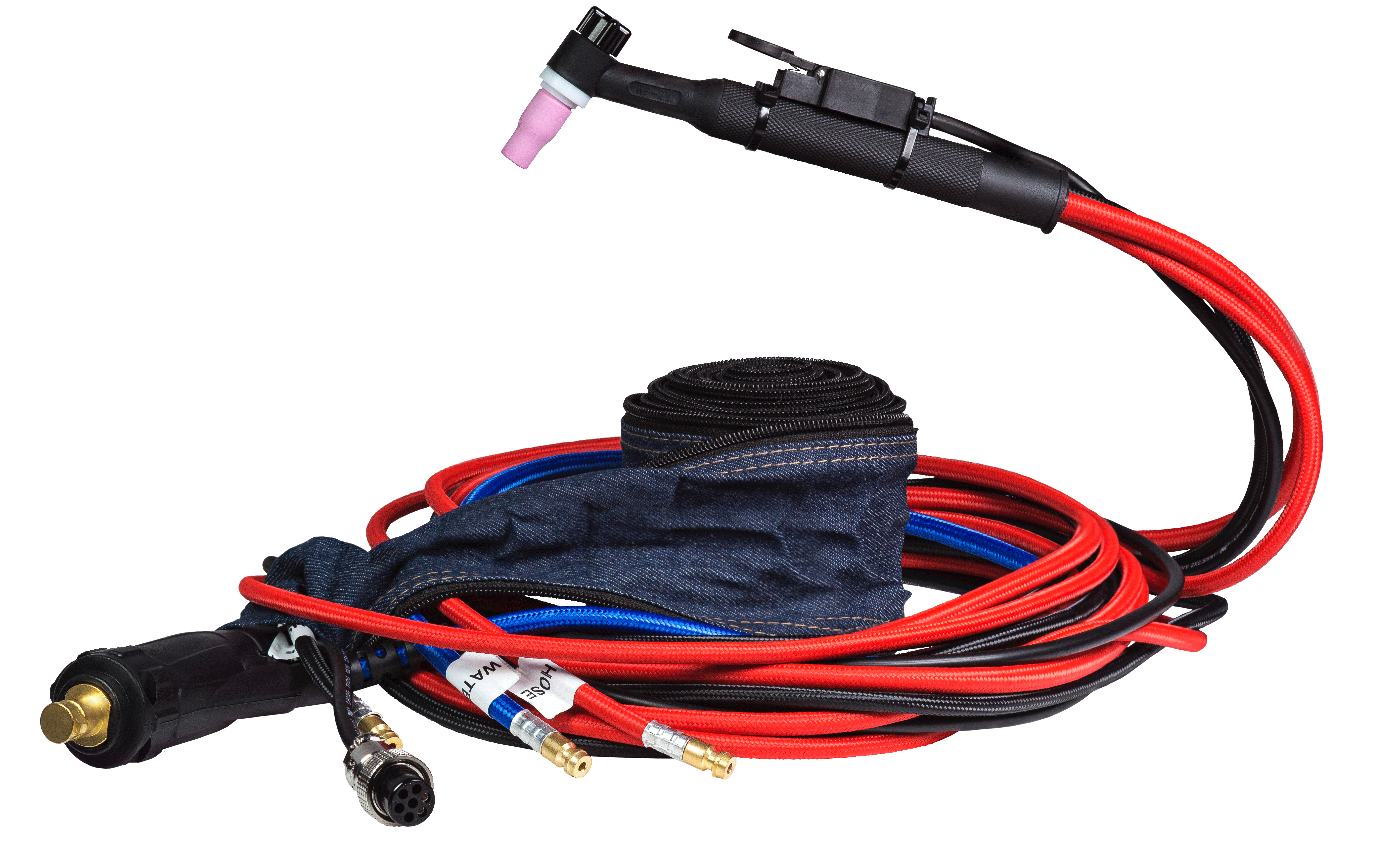
Важно! Горелка должна удобно лежать в руке, шланг — не стеснять движений кисти
Нюансы подключения
Аргоновый аппарат отличается от обычной дуговой, поэтому сварщику нужно соблюдать определенные правила:
- Шов должен накладываться исключительно по направлению обрабатываемой кромки, любые колебательные движения будут утолщать шов, и снижать его прочностные характеристики.
- При выполнении работ потребуется следить за режимной скоростью движения дуги и глубиной провара металла.
- Лучше выполнять ручную сварку с применением инверторного оборудования оборудованного механической подачей присадочного материала.
- Для того чтобы создать защитное аргоновое облако, подают газ за 20 сек до начала сварки и заканчивают после 5 сек. Газ защищает полученный шов микротрещин, тем самым обеспечивая его прочность.
- Заканчивают выполнения шва с помощью реостата, медленно снижая напряжение дуги.
- Зажигают дугу с использованием осциллятора с источником питания. Тогда можно создавать высокочастотные импульсы для ионизации зазора дуги, например, при частоте в сети 55 Гц и напряжении 220 В, осциллятор может подать напряжение в 5000 В счастотой до 450 Гц, что позволит легко зажечь электрод.
- В противоположность обычной дуговой, АГ нельзя начинать с касания электродом свариваемых деталей.
- Сначала на них подают газ в течении 20 сек, затем плавно подносят сопло аргоновой горелки к металлу на 2 мм, дугу медленно и ровно ведут вдоль шва, не допуская колебательных движений, при этом присадочную проволоку располагают перед соплом и подают также плавно.
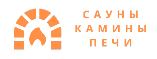
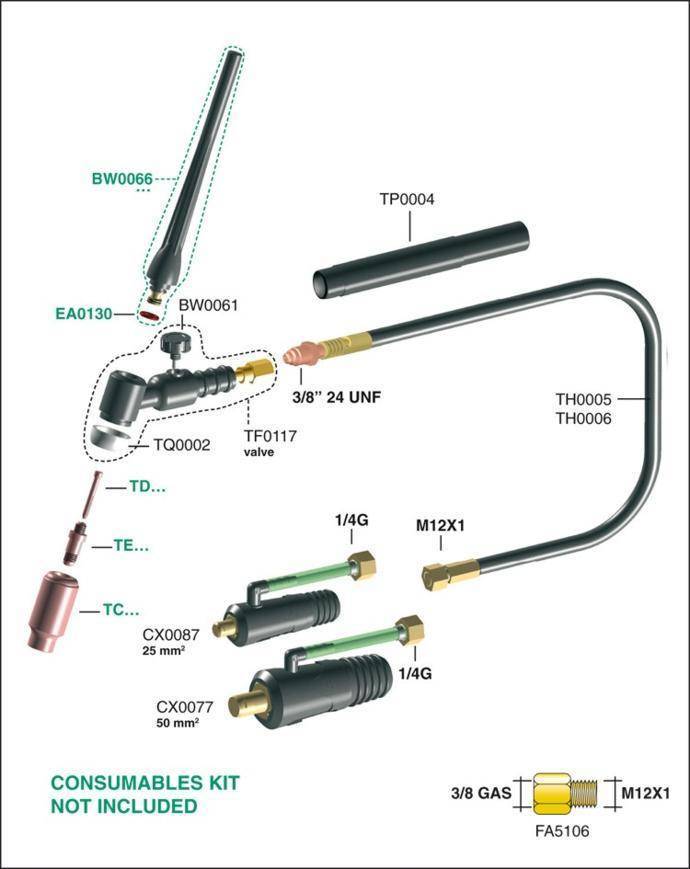
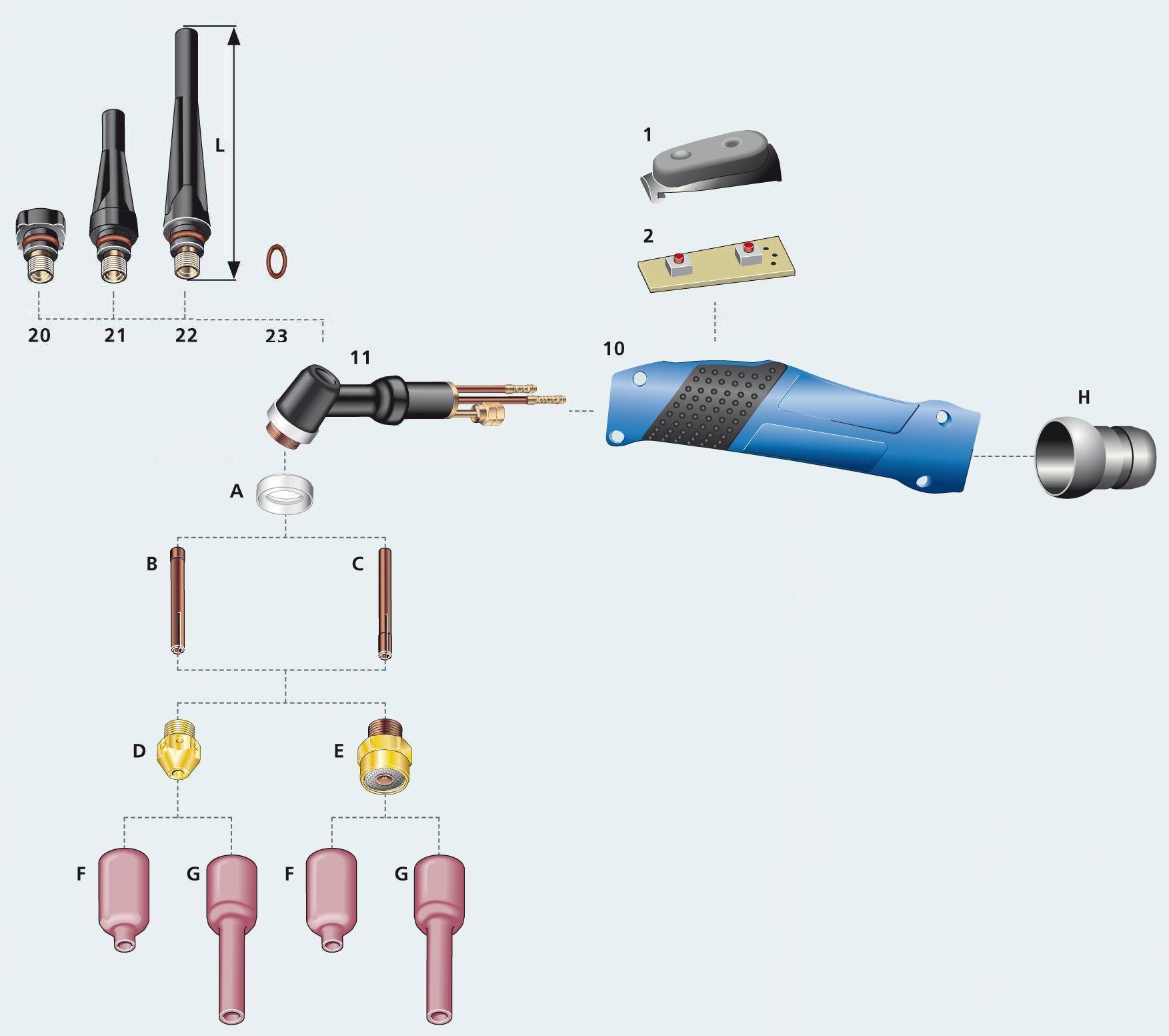
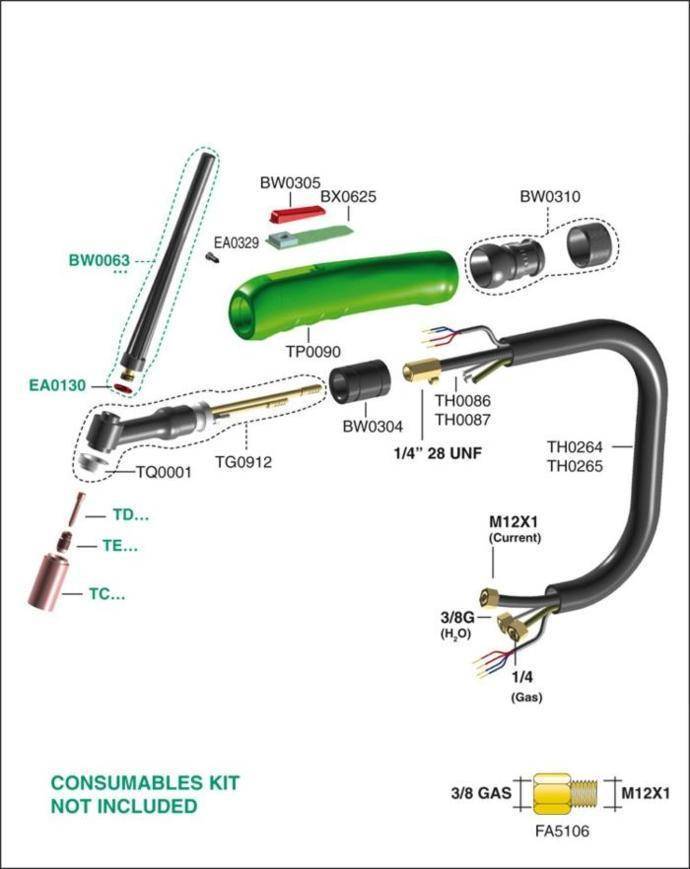
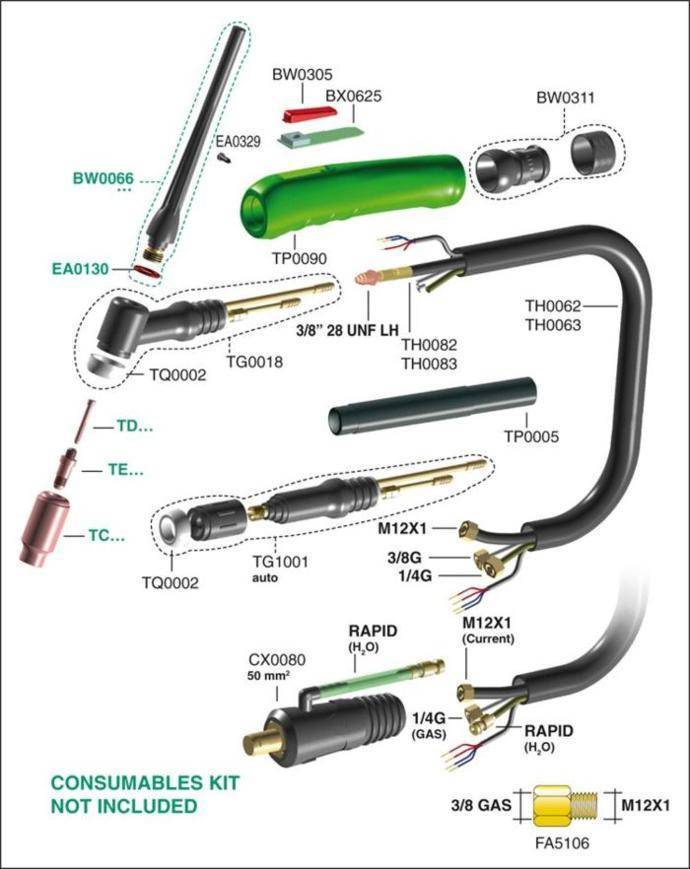
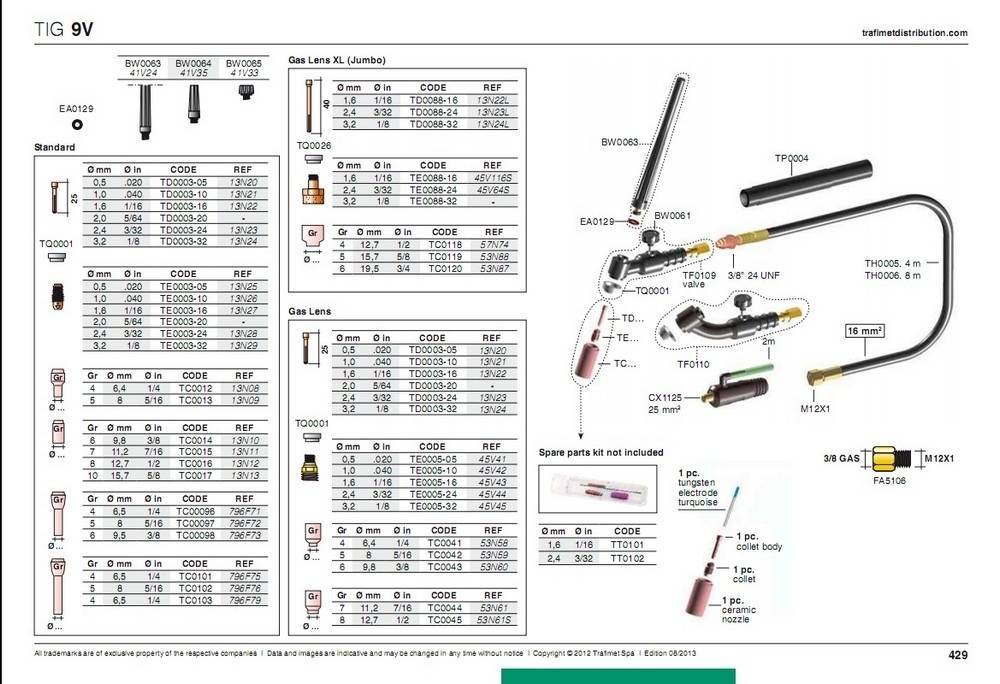
Устройство и принцип работы горелки
Общее устройство аргоновой горелки можно посмотреть на рисунке (рис.1). Основной частью горелки является резервуар для охлаждающей жидкости с двумя штуцерами, через которые она циркулирует. По центру резервуара установлен вольфрамовый электрод на диэлектрических кронштейнах с проводом и клеммой для подключения кабеля от сварочного аппарата. По свободному пространству вокруг электрода к соплу поступает газ от приемного штуцера. К штуцеру присоединяется шланг от баллона с газом. На рисунке показана общая схема установки для аргоновой дуговой сварки без системы охлаждения (рис.2).
Работает горелка аргонная следующим образом:
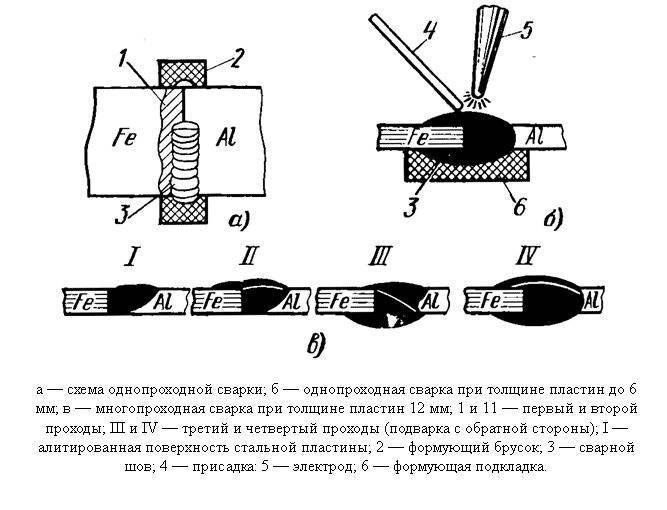
Рисунок 3. Схема использования угольной пластины.
- запускаются все устройства: система циркуляции охлаждающей жидкости, сварочный аппарат, открывается подача газа на горелку;
- при образовании защитного слоя зажигается дуга, детали разогреваются в месте начала сварки до температуры плавления, и в образовавшуюся ванночку подается присадочная проволока;
- как только образовалось четко видимое соединение между деталями, электрод и проволока перемещаются дальше по шву.
Жидкостное охлаждение горелки для аргона используется редко, в основном на предприятиях с высокой производительностью труда и круглосуточным режимом работы. В комплект такой системы должен входить насос, емкость с холодной жидкостью и устройство для охлаждения при замкнутой циркуляции жидкости. При разомкнутом цикле будет идти постоянный расход жидкости. Оба варианта требуют дополнительных материальных затрат, что не всегда оправдано. Стоимость горелки для аргонодуговой сварки с жидкостным охлаждением тоже значительно выше.
Горелка для точечной сварки
 Горелка для точечной сварки обладает многими преимуществами. Сварочный аппарат с данным видом горелки имеет разный режим работы.
Горелка для точечной сварки обладает многими преимуществами. Сварочный аппарат с данным видом горелки имеет разный режим работы.
Действие горелки для точечной сварки заключается в выполнении сварочного соединения в виде точек. Детали для выполнения точечной сварки соединяются внахлест.
Особенности горелки для точечной сварки:
- простота применения;
- отличное качество шва;
- точки на шве только с одной стороны;
- соединение листов разной толщины.
Горелку для точечной сварки используют в самолетостроении, автомобилестроении, приборостроении и в других отраслях.
Разные виды горелок дают возможность использовать их для различных сварочных работ.
Может пригодиться горелка для сварки алюминия или горелка для сварки пластмасс.
При выборе горелки нужно учитывать множество нюансов: назначение, область применения, разъем для подключения к аппарату сварки и многое другое.
Паста антипригарная M-WELD
Антипригарная паста, выпускаемая компанией M-WELD, разработана для защиты сопла горелки сварочного аппарата от образования налета в результате разбрызгивания расплавленного металла. Паста экономична, проста и удобна в применении. Используется и для обработки наконечников. Образует на их поверхности термостойкое покрытие, в результате чего сварочные горелки служат гораздо дольше.





Пастой горелка и деталь обрабатывается в разогретом состоянии (тогда как спреи наносится только на холодные элементы), что обеспечивает равномерное распределение антипригарного состава. Сопло опускается в пасту и через несколько секунд извлекается. После работы, чтобы не произошло закупоривание сопла, горелку следует некоторое время подержать над емкостью соплом вниз.
Паста M-WELD применяется и для обработки различных производственных приспособлений и инструментов. В этом случае она наносится кистями.
Антипригарная паста от компании M-WELD безопасна в экологическом плане, не возгорается, не оказывает токсического действия на организм человека.
5 видов сварочных горелок и их назначение

Газовая горелка для сварки необходима для образования газосварочного пламени, которое нагревает и расплавляет металл.
Горелка для сварочного аппарата бывает различных видов и предназначается для выполнения разных сварочных работ по металлу.
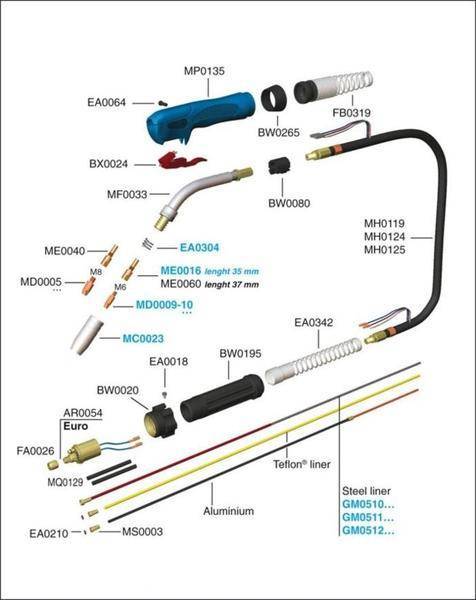
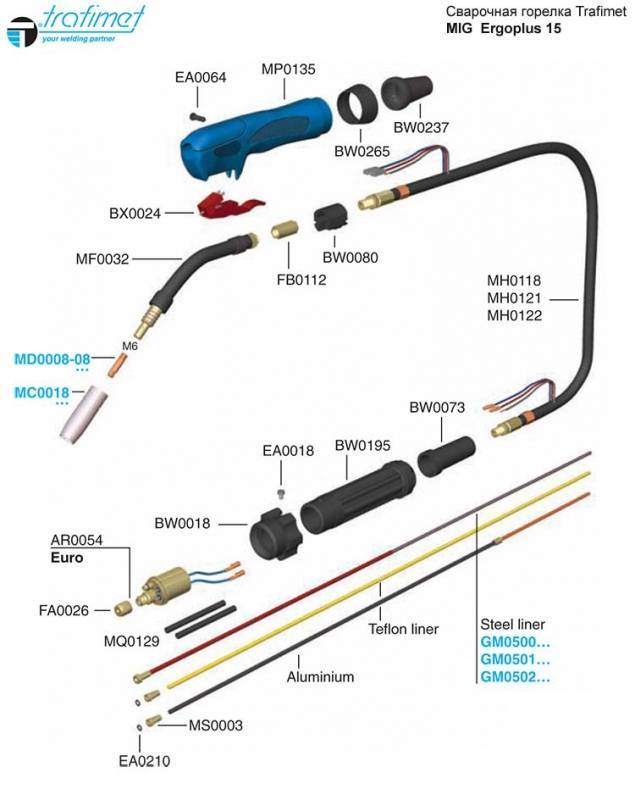
Сварочная горелка для полуавтомата

Такой вид сварки отличается от ручной возможностью в процессе сварки охлаждать горелку. Горелка к сварочному полуавтомату активно применяется для проведения сварочных работ в труднодоступных местах.
Принято считать, что есть специальный вид электродов, которые используются для сварки инверторными автоматами. Читайте подробнее об электродах для инвертора.
Горелка сварочная для полуавтомата состоит из 3-х основных частей:
- сварочная горелка;
- шлейф сварочной горелки;
- элемент контактного соединения.

Элемент контактного соединения нужен для соединения источника сварки полуавтомата и сварочной горелки.
Рукоятка горелки изготавливается с использованием литого материала. Материал обладает изоляционными свойствами. Наконечники изготавливаются из различных материалов: медь, вольфрам и медь, бронза, сплав из меди и графита.
Горелка для аргонодуговой сварки

Преимуществами аргоновой сварки являются высокое качество шва и длительность использования изделия после сварки. Горелка для аргонодуговой сварки работает по определенному принципу.
Она совмещает качества газовой и дуговой сварки. В качестве источника энергии используется электрический разряд, а специальный газ, у которого масса больше массы кислорода, служит для защиты шва от проникновения кислорода. Электродом служит провод из вольфрама.

- мощности;
- длине кабеля;
- типу охлаждения;
- типу управления;
- способу подключения к сварочному оборудованию.
Рукоятка с головкой состоит из сопла из керамики, цанги, корпуса цанги, короткой или длинной каппы.
Сварочные работы нужно проводить исключительно в специальной защите. О маске-хамелеоне читайте здесь.
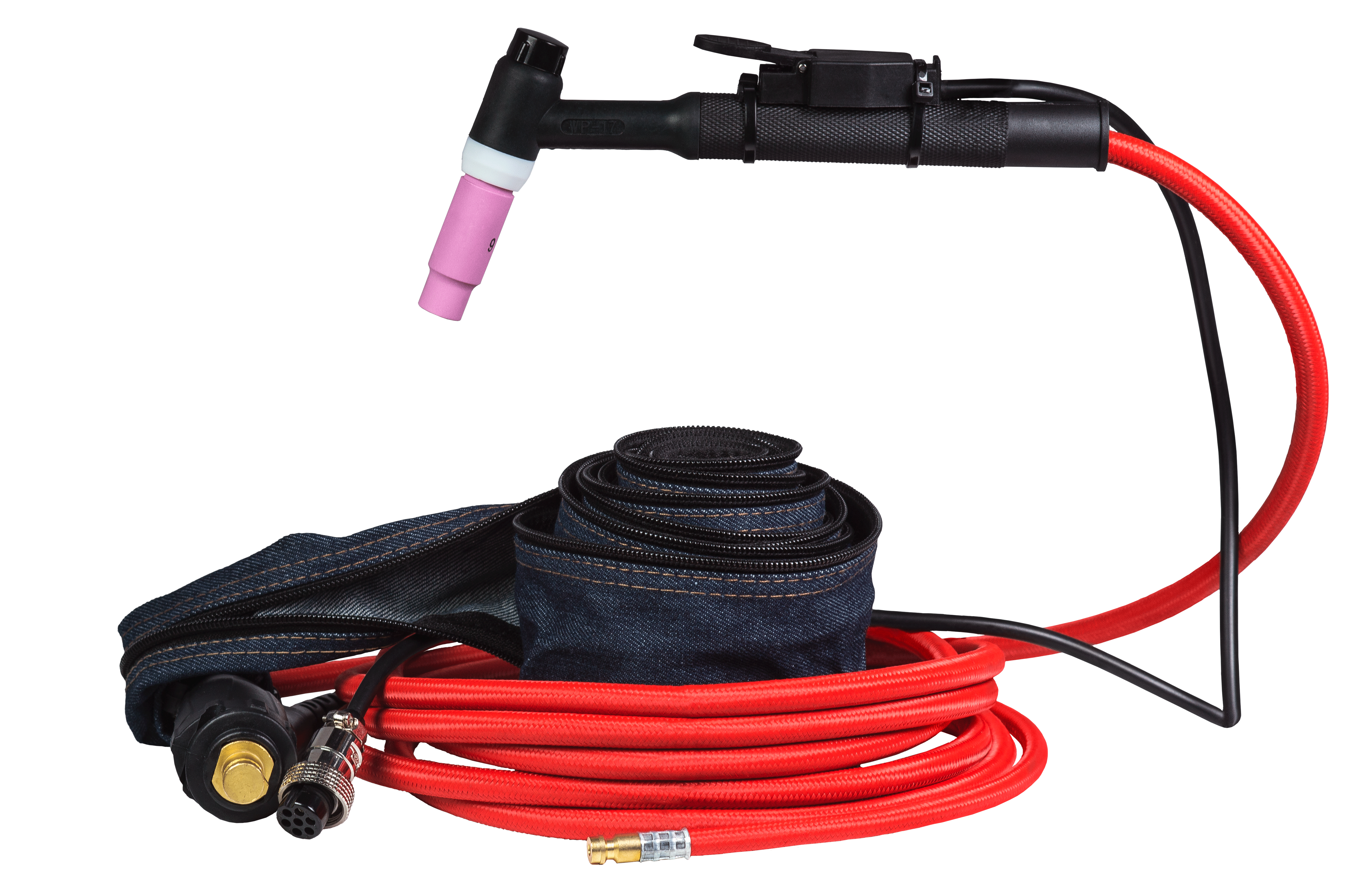
Горелка для тиг сварки

В такой горелке отсутствует направляющий канал для проволоки, и проволока подается вручную.
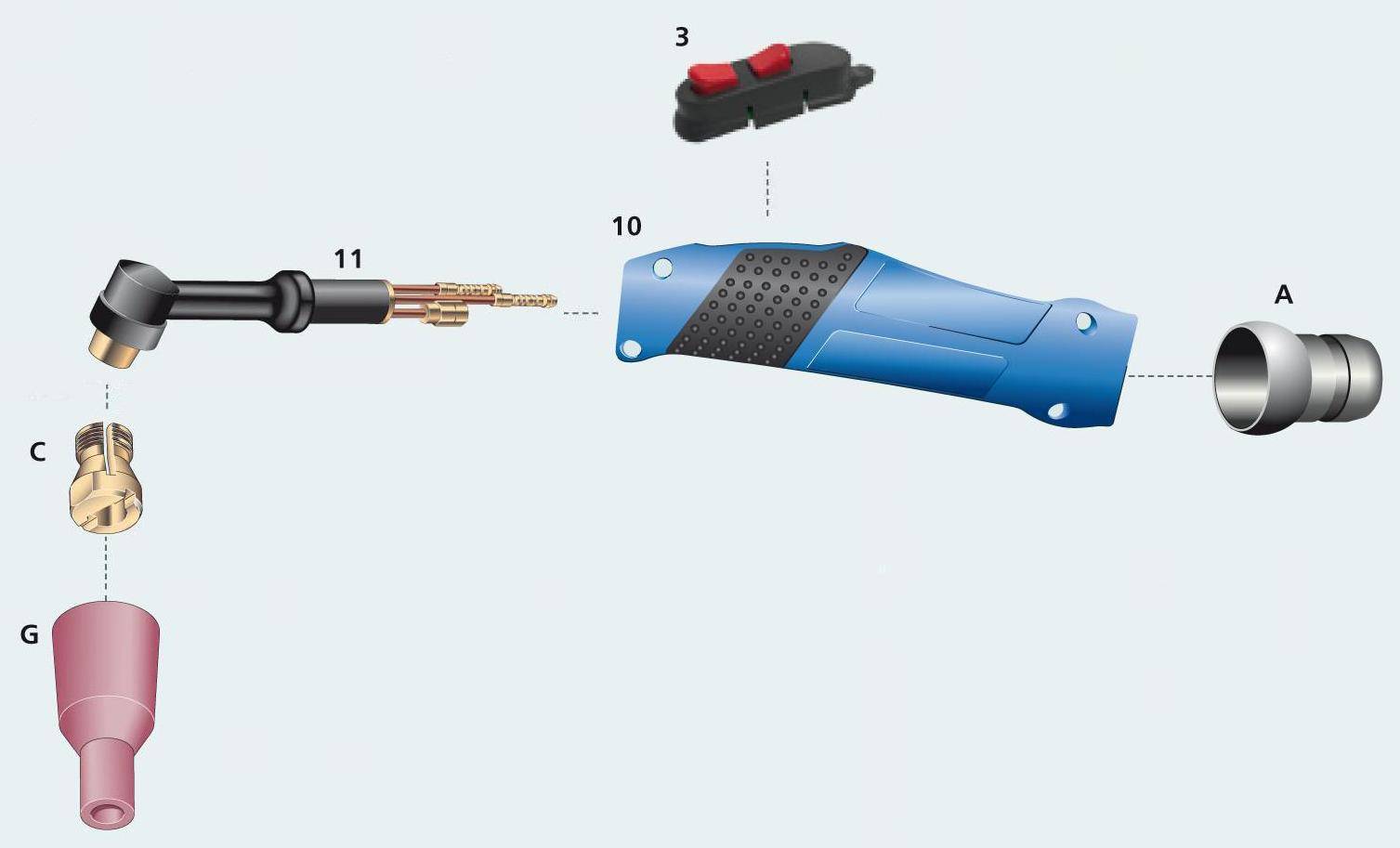
Основные детали горелки тиг:
- корпус горелки;
- электрод;
- уплотнительная втулка;
- корпус уплотнительной втулки.
Электрод служит для передачи дуге сварочного тока. Вставляется электрод в электродный щиток корпуса горелки через уплотнительную втулку и ее корпус.
Электродный щиток для закрепления электрода поворачивается. Положение горелки при сварке – 15-40 градусов к вертикали.
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги. Подробнее здесь.
Газовая горелка для сварки
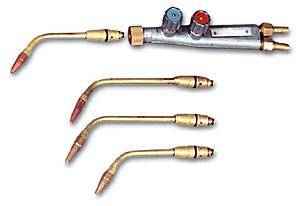
Материалом для такого вида горелки в основном служит латунь, а для наконечника медь. Алюминиевые сплавы при изготовлении газовых горелок используются для облегчения веса горелки.
Газовые горелки разделяются на два вида:
- инжекторные;
- не инжекторные.
Различие этих двух видов в величине давления газа, которая допустима для использования и в их конструкции. Инжекторные горелки с низким давлением, не инжекторные с высоким давлением.






Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочего. О сварочном журнале читайте здесь.
По применению газовые горелки могут быть универсальными и узкоспециальными. Универсальная газовая горелка для сварки может производить резку металла, его подогрев и сварку.
Узкоспециальные горелки служат для проведения одного вида работ.
От вида газа, который может использоваться с горелками, также зависит их разновидность. Существуют пропановые горелки для сварки и горелки для ацетилена, газов-заменителей, жидкого горючего.
Горелка для точечной сварки
Действие горелки для точечной сварки заключается в выполнении сварочного соединения в виде точек. Детали для выполнения точечной сварки соединяются внахлест.
Особенности горелки для точечной сварки:
- простота применения;
- отличное качество шва;
- точки на шве только с одной стороны;
- соединение листов разной толщины.
Разные виды горелок дают возможность использовать их для различных сварочных работ.
Может пригодиться горелка для сварки алюминия или горелка для сварки пластмасс.
При выборе горелки нужно учитывать множество нюансов: назначение, область применения, разъем для подключения к аппарату сварки и многое другое.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки, когда ванна расплава — сварочная ванна защищена от атмосферного воздуха слоем порошкообразного флюса. Подробнее здесь.
Плюсы и минусы
Сварка аргоном, в общем, сложное оборудование для новичков, нужно готовиться к тому, что в этом случае скорость работы будет низкая. Тем не менее, зачастую этим устройствам альтернативы нет. Основные преимущества аргонодуговой сварки:
- Создание защитного шва от губительного воздействия атмосферы.
- Отсутствие перегрева металла при определенном опыте работ.
- Нет повреждения кристаллической решетки в местах соединения.
- Широкая сфера применения для любых видов сплавов.
- Редкая смена электродов.
- Доступность на рынке комплектующих для аргоновой горелки.
Недостатки АГ:
- Защита от окружающего воздуха легко может быть нарушена, если сварщик будет работать на сквозняке, поскольку защитный газ будет просто «сдуватся»;
- при режиме с большой силой тока потребуется периодическое охлаждение сварки;
- мощное излучение ультрафиолета при применении гелия;
- достаточно сложное оборудование, чтобы подключить и использовать, необходимо выполнить его настройки;
- необходима квалификация и опыт у сварщика.





